Panduan Sederhana untuk Keefektifan Peralatan Secara Keseluruhan dalam Manufaktur
Keefektifan peralatan keseluruhan (OEE) adalah indikator kinerja utama yang mengungkapkan produktivitas keseluruhan aset. Bagian terbaik? Saat aset berkinerja buruk, OEE membantu Anda mencari tahu alasannya. Itu karena data yang Anda gunakan untuk menghitung OEE adalah data yang sama yang akan Anda gunakan untuk menemukan sumber masalah Anda.
Ada dua cara untuk menghitung KPI manufaktur penting ini. Mari kita lihat persamaan yang lebih mendasar terlebih dahulu.
Cara menghitung OEE secara sederhana
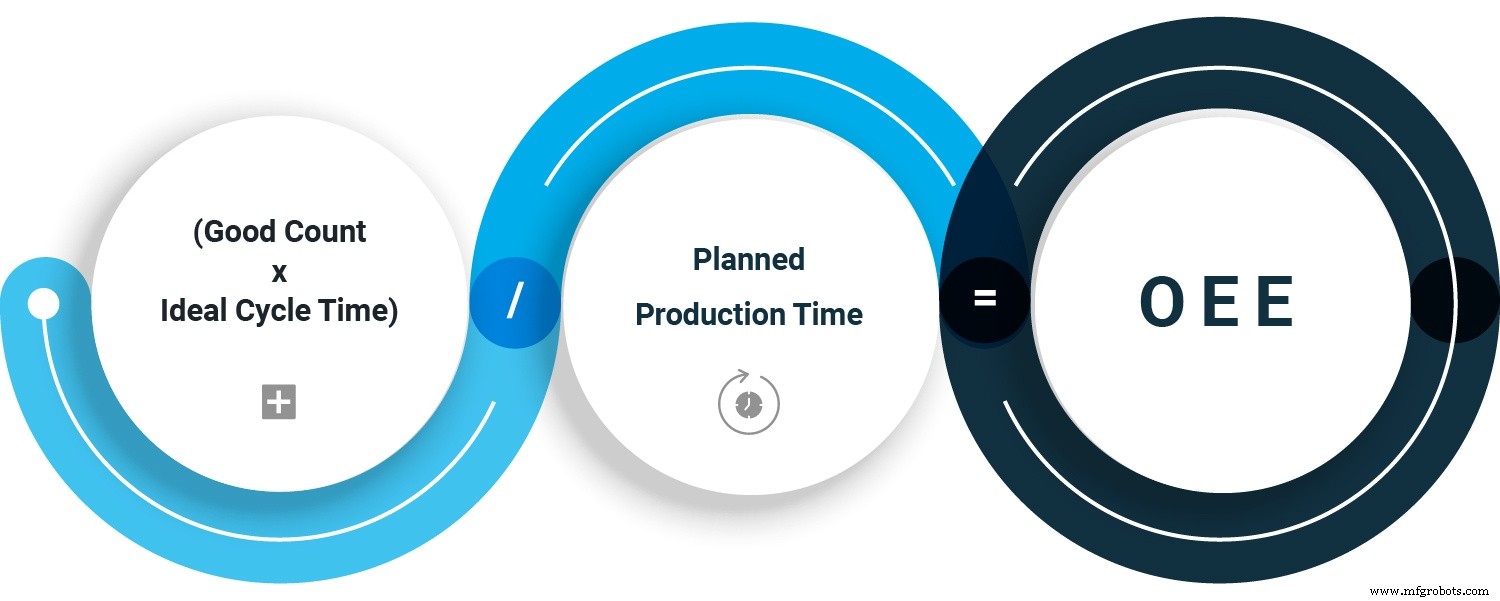
Untuk yang satu ini, hitung OEE sebagai rasio waktu produktif penuh dengan waktu produksi yang direncanakan. Di sini, definisi waktu yang sepenuhnya produktif adalah ketika Anda hanya memproduksi suku cadang yang bagus, secepat mungkin, tanpa waktu berhenti.
Apa waktu berhenti? Ini adalah jumlah perhentian Anda yang direncanakan dan tidak direncanakan. Perhentian yang direncanakan adalah untuk hal-hal seperti pergantian, tempat Anda menyiapkan atau menyesuaikan aset. Pemberhentian yang tidak direncanakan adalah untuk kegagalan dan pemeliharaan yang tidak terjadwal. Jika aset sedang offline untuk pemeliharaan terjadwal, jangan sertakan dalam waktu henti.
Untuk menghitung OEE, gabungkan semuanya menggunakan persamaan berikut:
OEE cepat dan mudah
Ini adalah cara yang dapat diterima untuk menghitung OEE, dan ini memberi Anda angka yang cukup bagus untuk penandaan bangku dan pelapis dasar, yang kami bahas sedikit lebih rendah. Tetapi ada kelemahan dari persamaan ini, yaitu ketika Anda mendapatkan OEE rendah, Anda tidak yakin mengapa. Itu berita buruknya. Kabar baiknya adalah ada cara yang lebih baik untuk menghitung OEE, dan ini lebih baik karena ketika OEE rendah, Anda dapat mengetahui alasannya.
Cara menghitung OEE dengan lebih baik
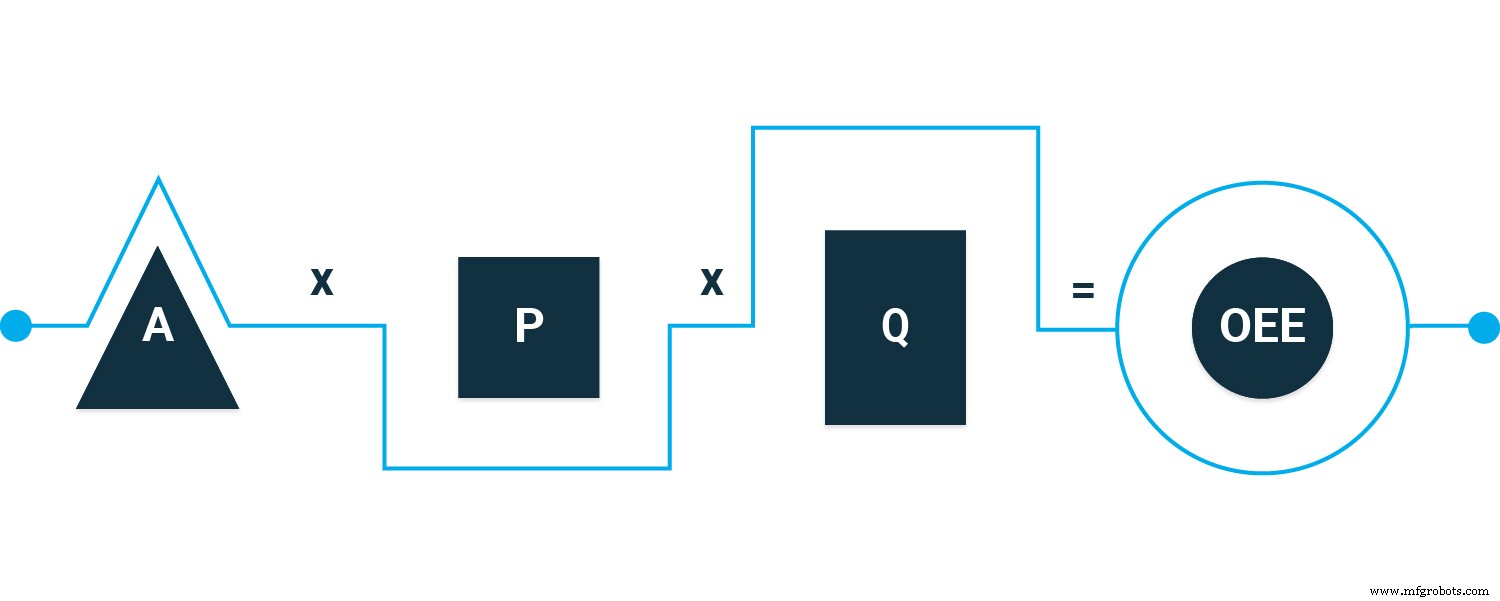
Untuk yang satu ini, Anda perlu mengetahui tiga faktor terkait kerugian Anda:ketersediaan, kinerja, dan kualitas. Setelah itu, matematika menjadi mudah. OEE adalah hasil perkalian ketiga faktor tersebut.
faktor kerugian dan OEE
Tapi kita mendahului diri kita sendiri. Sebelum kita dapat memasukkannya ke dalam persamaan, kita perlu mengetahui faktor-faktor tersebut dan bagaimana menemukannya.
Ketersediaan
Rasio waktu berjalan dengan waktu produksi yang direncanakan. Hitung berapa lama Anda menjalankan aset dan bandingkan dengan berapa lama Anda berencana untuk menjalankannya.
Misalnya, sebuah aset dijadwalkan untuk berjalan selama delapan jam. Itu waktu produksi yang Anda rencanakan. Pada akhir shift, itu hanya berjalan selama tujuh setengah jam. Itulah waktu berjalan. Dari mana kita mendapatkan tujuh setengah jam? Kami mengambil waktu produksi yang direncanakan (delapan jam) dan mengurangi waktu berhenti (dalam contoh yang dibuat-buat ini, 30 menit).
Ketersediaan =waktu berjalan / waktu produksi yang direncanakan
Kinerja
Rasio jumlah total untuk laju lari yang ideal. Ambil berapa banyak widget yang dibuat aset dan bandingkan dengan jumlah maksimum widget yang bisa dibuat.
Misalnya, ketika semuanya berjalan sesempurna mungkin, aset Anda menghasilkan 1000 widget setiap delapan jam. Tetapi ketika Anda menjalankan aset itu selama delapan jam, itu hanya menghasilkan 950. Mungkin bukan karena kegagalan besar. Performa dipengaruhi oleh siklus yang lambat, saat beberapa widget membutuhkan waktu lebih lama dari yang diharapkan untuk diselesaikan. Dan itu juga dipengaruhi oleh perhentian kecil, jeda yang sangat singkat sehingga tidak dihitung dalam waktu perhentian. Namun perhentian kecil memang bertambah dan memengaruhi kinerja.
Performa =jumlah total / kecepatan lari ideal
Kualitas
Rasio bagian yang baik untuk jumlah total. Ambil jumlah suku cadang yang lolos kontrol kualitas dan bandingkan dengan jumlah total suku cadang yang diproduksi. Ini sedikit lebih spesifik dari itu. Suku cadang yang baik lolos saat pertama kali diperiksa dan tidak memerlukan pengerjaan ulang tambahan. Bagian lain mungkin akan lulus pada akhirnya, tetapi tidak termasuk dalam hitungan bagian yang baik.
Misalnya, dan sekali lagi kita akan menggunakan widget klasik, dari 950 widget yang Anda hasilkan dalam delapan jam, 945 di antaranya bagus.
Kualitas =bagian yang bagus / jumlah total
Setelah kami memiliki tiga faktor terkait kerugian, kami dapat dengan cepat menghitung OEE. Tapi mengapa persamaan kedua ini lebih baik dari yang pertama? Ini ada hubungannya dengan cara Anda menggunakan OEE, yang dibahas di bagian selanjutnya.
Cara memanfaatkan OEE
Efektivitas peralatan secara keseluruhan merupakan indikator efisiensi proses manufaktur. Setelah Anda menghitungnya, Anda dapat menggunakannya sebagai tolok ukur atau garis dasar.
OEE sebagai tolok ukur
Saat membandingkan OEE, akan selalu ada beberapa variasi berdasarkan jenis manufaktur, tetapi berikut adalah beberapa angka umum.
100% Sempurna. Anda berproduksi secepat mungkin, tanpa henti, tanpa kesalahan.
85% kelas dunia. Bagi banyak produsen, ini adalah tujuan jangka panjang.
65% Khas. Kabar baiknya adalah ada banyak ruang untuk perbaikan.
40% Tidak pernah terdengar. Seringkali ketika perusahaan pertama kali mulai melacak OEE, di sinilah mereka menemukan diri mereka sendiri. Sekali lagi, kabar baiknya adalah ada banyak ruang untuk perbaikan.
Anda juga dapat menggunakannya untuk benchmarking internal. Misalnya, Anda dapat membandingkan OEE dari dua aset serupa. Atau, Anda dapat melihat OEE aset dari shift yang berbeda.
OEE sebagai dasar
Anda juga dapat menggunakan OEE untuk melacak aset dari waktu ke waktu. Saat Anda menyempurnakan proses Anda, OEE akan meningkat. Jika tidak, angka yang Anda gunakan untuk menghitung OEE dapat memberi Anda beberapa petunjuk kuat tentang alasannya. Sekali lagi, inilah mengapa menggunakan cara kedua menghitung OEE lebih baik. Untuk mendapatkan OEE, Anda memerlukan faktor-faktor yang berhubungan dengan kerugian Anda. Dan faktor-faktor itulah yang membantu Anda mengetahui apa yang salah.
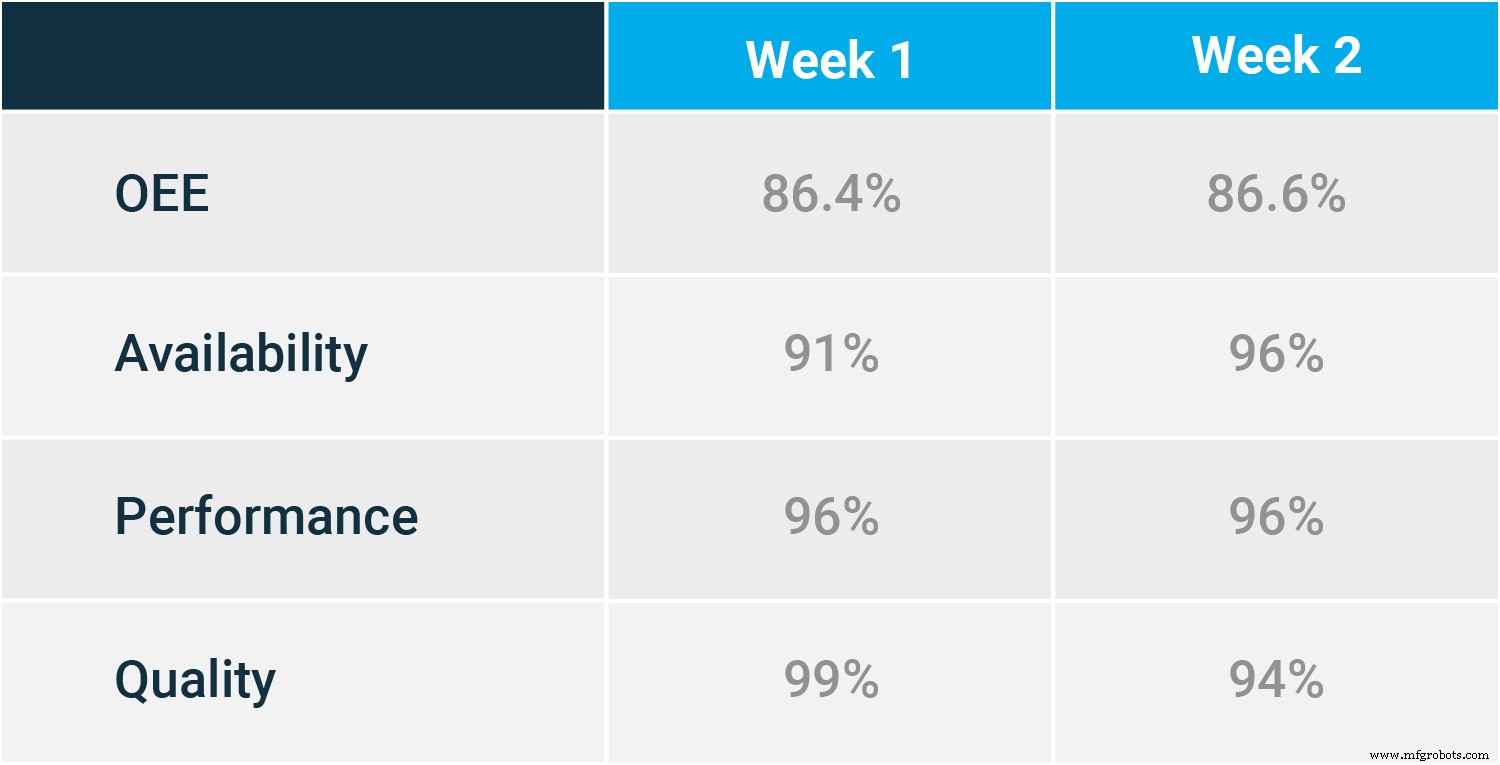
ketika Anda mengetahui faktor kerugian, Anda dapat melihat apa yang menahan Anda
Jika ketersediaan menyeret ke bawah OEE, bisa jadi karena aset tidak sesuai jadwal pemeliharaan preventif yang tepat. Terlalu sering gagal, yang berarti perintah kerja pemeliharaan preventif Anda terlalu berjauhan. Waktu henti yang lebih lama juga dapat dikaitkan dengan pengendalian persediaan. Jika teknisi harus menunggu bagian penting sebelum mereka dapat melakukan perbaikan, Anda perlu mengatur tingkat nominal inventaris lebih tinggi untuk memastikan mereka memiliki suku cadang yang mereka butuhkan saat mereka membutuhkannya. Perangkat lunak perintah kerja memastikan perintah kerja PM Anda dijadwalkan tepat waktu dengan frekuensi yang tepat.
Jika OEE mengalami masalah kinerja, Anda mungkin melakukan jenis perawatan yang salah atau jenis yang benar tetapi salah. Misalnya, Anda mungkin memeriksa dan menyetel kembali sabuk pada jadwal berbasis waktu atau meteran yang benar, tetapi Anda tidak menyetelnya kembali dengan benar. Ini seperti Anda sarapan setiap pagi pada waktu yang sama, dan ini adalah waktu yang tepat, pukul tujuh tiga puluh, tetapi alih-alih kopi dan roti panggang, Anda makan es krim. Jadwal yang benar, tugas yang salah.
Masalah kualitas juga menurunkan OEE, tetapi biasanya bukan sesuatu yang dapat diperbaiki oleh departemen pemeliharaan. Aset mungkin tidak diatur dengan benar, atau mungkin ada kesalahan operator. Masalahnya bahkan mungkin dari bahan baku.
OEE hanyalah salah satu KPI penting untuk pemeliharaan. Ada banyak lagi, tapi ini bukan kasus yang lebih, lebih meriah. Anda perlu menemukan yang paling cocok untuk Anda, yang membantu Anda mencapai tujuan Anda dengan memberi Anda informasi yang dapat Anda gunakan. Bayangkan Anda sedang dalam perjalanan. Sangat membantu untuk mengetahui hal-hal seperti kecepatan dan jarak tempuh rata-rata Anda. Anda juga dapat melacak jumlah putaran ban, tetapi apa gunanya? Tidak setiap jenis data memiliki nilai. Untuk pengenalan yang baik tentang beberapa yang lebih umum untuk manufaktur, lihat Apa itu Metrik MTTR, MTBF, dan MTTF?


