Dasar-dasar EDM Kawat:Pro, Kontra, dan Langkah-Langkah Pemesinan Pelepasan Listrik Kawat CNC
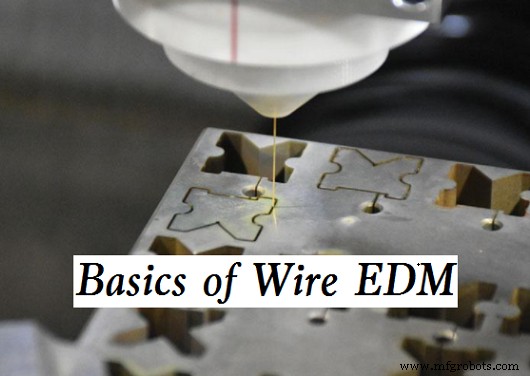
Wire EDM atau WEDM umumnya mengacu pada Wire Electrical Discharge Machining. Prinsip kerja dasarnya adalah menggunakan kawat logam halus yang bergerak terus menerus (disebut kawat elektroda) sebagai elektroda untuk mengetsa logam dan memotong benda kerja dengan pelepasan percikan pulsa. Apa kelebihan dan kekurangan wire EDM ? Langkah-langkah apa yang terlibat dalam proses Pemesinan Pelepasan Listrik Kawat CNC?
Kelebihan Kawat EDM
– Berbagai aplikasi:tidak peduli ketebalan dan kekerasan material, itu dapat diproses. Selama merupakan bahan konduktif, dapat diproses dari pelat tipis menjadi karbida semen, terlepas dari ketebalan, ukuran, dan kekerasan material.
– Dapat memproses bentuk kompleks:selain pemotongan linier, juga dapat dipotong menjadi busur dan memproses bentuk kompleks, seperti kombinasi garis lurus dan busur. Pemesinan lancip juga dapat dilakukan dengan menggerakkan masing-masing kabel logam atas dan bawah.
– Akurasi tinggi:akurasi pemotongan kawat sebanding dengan penggiling (0,005 mm unit).
– Bebas duri:karena penghilangan duri tidak diperlukan, peralatan periferal seperti sabuk konveyor chip tidak diperlukan, dan prosesnya dapat dipersingkat.
– Tidak perlu alat khusus:karena kabel kuningan (kuningan) yang relatif murah dapat digunakan untuk mengganti alat habis pakai seperti alat pemotong untuk rotasi dan pemotongan, tidak perlu mengganti alat dan biaya bahan habis pakai dapat dikurangi.
– Mengurangi kerusakan material:karena pemotongan kawat adalah proses non-kontak, beban pada material tidak akan terlalu besar, dan deformasi termal juga sangat kecil.
Kerugian Wire EDM
– Tidak dapat diproses dengan bagian bawah:karena pemotongan kawat adalah gergaji kawat, maka tidak dapat diproses dengan bagian bawah. Jika Anda ingin melakukan EDM di bagian bawah, mesin EDM die sinking adalah pilihan terbaik.
– Kecepatan pemrosesan lambat:memotong sambil melelehkan benda kerja secara bertahap, sehingga lebih lambat daripada memotong dan tidak cocok untuk produksi massal. Kecepatannya beberapa milimeter per menit, dan hampir tidak terlihat bergerak dengan mata telanjang.
– Bahan non-konduktif tidak dapat diproses:Meskipun bahan konduktif dapat diproses terlepas dari kekerasannya, bahan non-konduktif tidak dapat diproses.
– Tidak dapat diproses secara horizontal:karena garis yang direntangkan secara vertikal diproses seperti gergaji, maka tidak dapat diproses secara horizontal.
Langkah dan Proses Pemesinan Pelepasan Listrik Kawat
Pelepasan pemotongan kawat digunakan untuk memotong bahan logam secara akurat untuk pemesinan presisi tinggi. Pemotongan kawat biasanya digunakan untuk memproses material balok, seperti cetakan dan roda gigi, perlengkapan presisi, dan pasca perawatan bagian yang dikeraskan yang membutuhkan akurasi pemesinan tinggi, daripada memotong material lembaran.
Langkah-langkah pemrosesan umum WEDM dijelaskan secara singkat sebagai berikut.
1. Pertama, letakkan benda kerja yang akan diproses di meja kerja. Tentu saja, Anda dapat memotongnya dari ujung benda kerja, tetapi biasanya, pada awal pemotongan kawat, lubang awal (garis) biasanya dihubungkan ke benda kerja untuk menghindari deformasi akibat tegangan internal benda kerja. Ketika meja kerja (atau kawat logam) bergerak ke arah XY (pada bidang) sesuai dengan data NC yang telah dimasukkan sebelumnya, pemrosesan dimulai. Karena beroperasi terus menerus melalui kontrol NC, dapat diproses tanpa pengawasan bahkan jika tidak ada operator. Setelah dipotong, itu akan secara otomatis dipotong menjadi bentuk pemesinan yang ditentukan sesuai dengan data pemesinan NC. Saat memotong benda kerja, benda tersebut tidak akan saling bersentuhan, dengan tetap menjaga jarak konstan puluhan mikron (puluhan mikron).
2. Ketika jarak antara benda kerja dan elektroda kawat dalam keadaan isolasi dalam fluida kerja mendekati puluhan mikron, isolasi di antara mereka dihancurkan, dan pelepasan percikan terjadi, menghasilkan aliran arus pulsa seketika. Dalam keadaan pelepasan densitas tinggi yang disebut menara busur, beberapa ribu derajat suhu tinggi dihasilkan secara lokal dan logam (benda kerja) meleleh.
3. Selain itu, suhu fluida kerja di sekitar kolom busur segera naik dan menguap, menyebabkan ekspansi volume yang cepat, sehingga menyebabkan ledakan antara benda kerja dan permukaan elektroda. Ini meniup puing-puing logam.
4. Kemudian, ketika arus pulsa terputus dan mengalir ke air bersih di sekitarnya, logam cair mendingin dan berubah menjadi puing-puing halus, yang hanyut, dan isolasi antara elektroda dipulihkan lagi, menunggu pasokan listrik. tegangan pulsa berikutnya.
Dengan cara ini, logam (benda kerja) dilebur dan dihilangkan di bawah setiap pulsa tegangan dan diulang ratusan ribu kali per detik untuk memotong benda kerja dengan EDM potong kawat.


