Tip Umum Untuk Mesin Pengeboran
Pengeboran adalah suatu proses pelepasan atau pemotongan material dimana pahat menggunakan mata bor untuk memotong suatu lubang dengan penampang melingkar pada material padat. Kami akan memperkenalkan teknik pengeboran dari penggunaan pendingin, kontrol chip, kontrol kecepatan umpan dan pemotongan, dan pengenalan kasar tentang teknik untuk mendapatkan lubang berkualitas tinggi dan teknik pengeboran untuk bahan yang berbeda.
Penggunaan Pendingin
Penggunaan yang benar dari pendingin sangat penting untuk mendapatkan kinerja pengeboran yang baik. Ini akan secara langsung memengaruhi pelepasan chip, masa pakai pahat, dan kualitas lubang pemesinan selama pemesinan.
1. Cara Menggunakan Cairan Pendingin
1) Desain pendingin bagian dalam
Desain pendingin internal selalu menjadi pilihan pertama untuk menghindari pemblokiran chip, terutama saat memproses material chip yang panjang dan mengebor lubang yang lebih dalam (lebih dari 3 kali diameter lubang). Untuk mata bor horizontal, saat cairan pendingin mengalir keluar dari mata bor, tidak boleh ada undershoot dari cairan pemotongan dengan panjang minimal 30 cm.

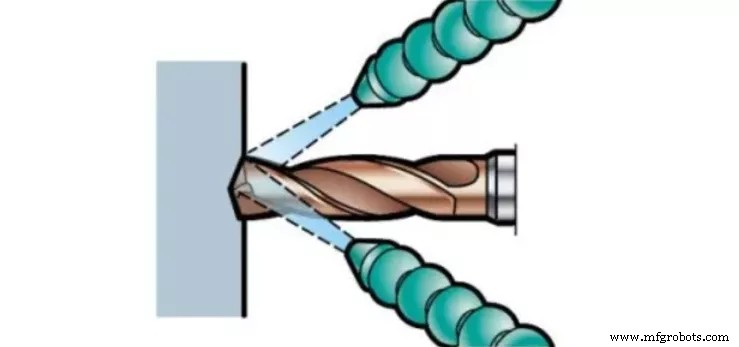
2) Desain Pendingin Eksternal
Penggunaan pendingin eksternal dapat digunakan ketika formasi chip baik dan kedalaman lubang dangkal. Untuk meningkatkan evakuasi chip, harus ada setidaknya satu nozel pendingin (atau dua nozel jika itu adalah aplikasi yang tidak berputar) di dekat sumbu pahat.
3) Teknik pengeboran kering tanpa menggunakan cairan pendingin
Pengeboran kering umumnya tidak disarankan.
- Dapat digunakan dalam aplikasi dengan material chip pendek dan kedalaman lubang hingga 3 kali diameternya
- Cocok untuk peralatan mesin horizontal
- Disarankan untuk mengurangi kecepatan potong
- Masa pakai alat akan berkurang
Disarankan untuk tidak menggunakan pengeboran kering untuk:
- Bahan baja tahan karat (ISO M dan S)
- Mata bor yang dapat dipertukarkan
4) Pendinginan tekanan tinggi (HPC) (~70 bar)
Manfaat menggunakan cairan pendingin bertekanan tinggi adalah:
- Karena efek pendinginan yang ditingkatkan, masa pakai alat lebih lama
- Meningkatkan efek penghilangan chip dalam pemrosesan material chip yang panjang seperti baja tahan karat, dan dapat memperpanjang umur pahat
- Kinerja pelepasan chip yang lebih baik, keamanan yang lebih tinggi
- Menyediakan aliran yang cukup sesuai dengan tekanan dan ukuran lubang yang diberikan untuk menjaga suplai cairan pendingin
2 Gunakan keterampilan pendingin
Pastikan untuk menggunakan minyak pemotongan larut (emulsi) yang mengandung aditif EP (tekanan ekstrim). Untuk memastikan umur pahat terbaik, kandungan minyak dalam campuran minyak-air harus antara 5-12% (antara 10-15% saat memproses bahan baja tahan karat dan superalloy). Saat meningkatkan kandungan minyak dari cairan pemotongan, pastikan untuk memeriksa dengan pemisah minyak untuk memastikan bahwa kandungan minyak yang direkomendasikan tidak terlampaui.
Jika kondisi memungkinkan, pendingin internal selalu menjadi pilihan pertama dibandingkan dengan pendingin eksternal.
Minyak bersih dapat meningkatkan efek pelumasan dan membawa manfaat saat mengebor aplikasi baja tahan karat. Pastikan untuk menggunakannya bersama dengan aditif EP. Mata bor karbida padat dan mata bor sisipan yang dapat diindeks dapat menggunakan oli bersih dan dapat mencapai hasil yang baik.
Udara terkompresi, cairan pemotong kabut, atau MQL (pelumasan minimal) dapat menjadi pilihan yang berhasil dalam kondisi stabil, terutama saat melakukan pemesinan besi tuang dan paduan aluminium tertentu. Karena kenaikan suhu dapat berdampak negatif pada umur pahat, disarankan untuk mengurangi kecepatan potong.
Keripik C mengontrol S membunuh
Pembentukan chip dan pelepasan chip adalah masalah utama dalam pengeboran, tergantung pada bahan benda kerja, pilihan geometri bor/blade, tekanan/kapasitas cairan pendingin, dan parameter pemotongan.
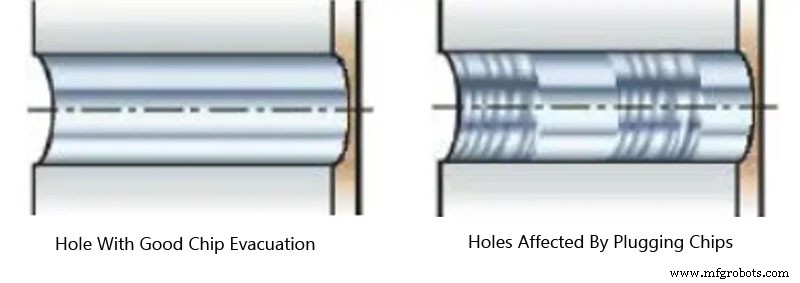
Memblokir chip akan menyebabkan bor bergerak secara radial, yang akan memengaruhi kualitas lubang, masa pakai dan keandalan bor, atau menyebabkan bor/pisau patah.
Ketika chip dapat dikeluarkan dengan lancar dari mata bor, pembentukan chip dapat diterima. Cara terbaik untuk mengidentifikasinya adalah dengan mendengarkan selama proses pengeboran. Suara terus menerus menunjukkan evakuasi chip yang baik, dan suara terputus-putus menunjukkan penyumbatan chip. Periksa kekuatan umpan atau monitor daya. Jika ada kelainan, penyebabnya mungkin chip yang tersumbat. Periksa chipnya. Jika keripiknya panjang dan melengkung, tetapi tidak menggulung, itu berarti keripiknya tersumbat. Periksa lubangnya. Setelah keripik tersumbat, Anda akan melihat permukaan yang kasar.
Kiat yang harus dihindari Blokir memotong:
1) Pastikan bahwa parameter pemotongan dan geometri ujung bor/alat yang benar digunakan
2) Periksa bentuk chip-sesuaikan laju umpan dan kecepatan
3) Periksa aliran dan tekanan fluida pemotongan
4) Periksa ujung tombak. Jika seluruh chipbreaker tidak berfungsi, kerusakan/chip yang tajam dapat menyebabkan chip yang panjang
5) Periksa apakah kemampuan mesin berubah karena kumpulan benda kerja baru-sesuaikan parameter pemotongan
Kontrol feed dan kecepatan potong
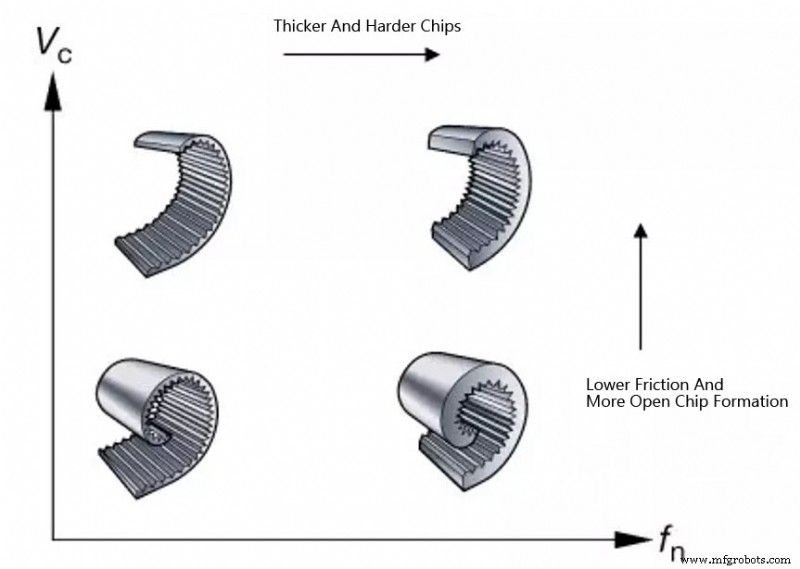
(1) Pengaruh kecepatan potong Vc (m/min)
Selain kekerasan material, kecepatan potong juga merupakan faktor utama yang mempengaruhi umur pahat dan konsumsi daya.
1) Kecepatan potong adalah faktor terpenting dalam menentukan umur pahat
2) Kecepatan potong akan mempengaruhi daya Pc (kW) dan torsi Mc (Nm)
3) Kecepatan potong yang lebih tinggi akan menghasilkan suhu yang lebih tinggi dan meningkatkan keausan sayap, terutama pada ujung pahat periferal
4) Saat memproses beberapa bahan chip panjang yang lembut (yaitu baja karbon rendah), kecepatan potong yang lebih tinggi kondusif untuk pembentukan chip
Kecepatan potong terlalu tinggi:
- a) Bagian sayap terlalu cepat aus
- b) Deformasi plastis
- c) Kualitas lubang buruk dan diameter lubang buruk
Kecepatan potong terlalu rendah:
- a) Menghasilkan tumor bawaan
- b) Penghapusan chip yang buruk
- c) Waktu pemotongan lebih lama
(2) Pengaruh umpan fn (mm/r)
1) Mempengaruhi pembentukan chip, kualitas permukaan, dan kualitas lubang
2) Mempengaruhi daya Pc (kW) dan torsi Mc (Nm)
3) Umpan tinggi akan mempengaruhi gaya umpan Ff (N), yang harus diperhatikan ketika kondisi kerja tidak stabil
4) Mempengaruhi stres mekanis dan stres termal
Rasio umpan tinggi:
- a) Kerusakan chip yang keras
- b) Waktu pemotongan yang singkat
- c) Keausan pahat kecil tetapi risiko tepi bor terkelupas meningkat
- d) Kualitas lubang berkurang
Rasio umpan rendah:
- a) Chip yang lebih panjang dan tipis
- b) Peningkatan kualitas
- c) Keausan alat yang dipercepat
- d) Waktu pemotongan lebih lama
- e) Saat mengebor bagian tipis dengan kekakuan yang buruk, laju pengumpanan harus dijaga tetap rendah
Kiat untuk mendapatkan lubang berkualitas tinggi
(1) Penghapusan chip
Pastikan kinerja pelepasan chip memenuhi persyaratan. Penyumbatan chip memengaruhi kualitas lubang, keandalan, dan masa pakai alat. Geometri bor/masukkan dan parameter pemotongan sangat penting.
(2) Stabilitas, penjepitan pahat
Gunakan mata bor sesingkat mungkin. Gunakan dudukan pahat kaku yang halus dengan runout terkecil. Pastikan spindel mesin dalam kondisi baik dan sejajar dengan tepat. Pastikan bahwa bagian-bagiannya tetap dan stabil. Terapkan laju pengumpanan yang benar untuk permukaan tidak beraturan, permukaan miring, dan lubang silang.
(3) Masa pakai alat
Periksa keausan blade dan prasetel program manajemen masa pakai pahat. Metode yang paling efektif adalah menggunakan monitor kekuatan umpan untuk memantau pengeboran.
(4) Pemeliharaan
Ganti sekrup kompresi blade secara teratur. Bersihkan dudukan pisau sebelum mengganti mata pisau, pastikan untuk menggunakan kunci momen. Jangan melebihi jumlah maksimum keausan sebelum menggiling ulang bor karbida padat.

Teknik Pengeboran Untuk Bahan Berbeda
1. Keterampilan pengeboran baja karbon rendah
Untuk baja karbon rendah yang sering digunakan untuk bagian pengelasan, pembentukan chip bisa menjadi masalah. Semakin rendah kekerasan, kandungan karbon, dan kandungan sulfur dari baja, semakin lama chip yang dihasilkan.
1) Jika masalah terkait dengan pembentukan chip, tingkatkan kecepatan potong vc dan kurangi feed fn (harap dicatat bahwa saat memproses baja biasa, feed harus ditingkatkan).
2) Gunakan tekanan tinggi dan suplai pendingin internal.
2. Teknik pengeboran untuk baja tahan karat austenitik dan dupleks
Material austenitik, dupleks, dan super dupleks dapat menyebabkan masalah terkait pembentukan chip dan evakuasi chip.
1) Geometri yang benar sangat penting, karena dapat membuat bentuk chip dengan benar dan membantu mereka untuk dibuang. Secara umum, yang terbaik adalah menggunakan ujung tombak yang tajam. Jika masalahnya terkait dengan pembentukan chip, meningkatkan feed fn akan membuat chip lebih mudah rusak.
2) Desain pendingin dalam, tekanan tinggi.
3 keterampilan mengebor CGI (besi cor grafit kompak)
CGI biasanya tidak memerlukan perhatian khusus. Ini menghasilkan chip yang lebih besar dari besi cor abu-abu, tetapi chip mudah pecah. Gaya potong lebih tinggi dan karenanya mempengaruhi umur pahat. Perlu menggunakan bahan tahan aus super. Akan ada keausan tip alat yang sama seperti semua besi tuang.
1) Jika masalah terkait dengan pembentukan chip, tingkatkan kecepatan potong Vc dan kurangi feed fn.
2) Desain pendingin bagian dalam.
4. Keterampilan pengeboran paduan aluminium
Pembentukan duri dan evakuasi chip bisa menjadi masalah. Ini juga dapat menyebabkan masa pakai alat menjadi pendek karena lengket.
1) Untuk memastikan pembentukan chip terbaik, gunakan umpan rendah dan kecepatan potong tinggi.
2) Untuk menghindari umur pahat yang pendek, pelapis yang berbeda mungkin perlu diuji untuk meminimalkan lengket. Pelapis ini mungkin termasuk pelapis berlian, atau tanpa pelapis sama sekali (tergantung pada substrat).
3) Gunakan emulsi bertekanan tinggi atau cairan pendingin kabut.
5. Paduan titanium dan keterampilan pengeboran paduan suhu tinggi
Kerja pengerasan permukaan lubang mempengaruhi proses selanjutnya. Sulit untuk mendapatkan kinerja pelepasan chip yang baik.
1) Saat memilih geometri untuk pemesinan paduan titanium, yang terbaik adalah memiliki ujung tombak yang tajam. Saat mengerjakan paduan berbasis nikel, geometri yang kuat sangat penting. Jika ada masalah pengerasan kerja, coba tingkatkan kecepatan umpan.
2) Pendingin bertekanan tinggi hingga 70 bar meningkatkan kinerja.
6. Keterampilan mengebor baja yang dikeraskan
Dapatkan masa pakai alat yang dapat diterima.
1) Kurangi kecepatan potong untuk mengurangi panas. Sesuaikan kecepatan umpan untuk mendapatkan chip yang dapat diterima dan mudah dikeluarkan.
2) Emulsi campuran konsentrasi tinggi.


