Metode Umum Untuk Mendapatkan Akurasi Benda Kerja Dalam Pemesinan CNC!
Akurasi pemesinan mengacu pada sejauh mana parameter geometris aktual (ukuran, bentuk, dan posisi) bagian setelah pemesinan sejalan dengan parameter geometrik ideal yang ditentukan dalam gambar. Semakin tinggi tingkat kesesuaian ini, semakin tinggi akurasi pemesinan.
Dalam pemesinan, karena pengaruh berbagai faktor, sebenarnya tidak mungkin untuk memproses setiap parameter geometris bagian agar benar-benar konsisten dengan parameter geometris yang ideal, dan akan selalu ada beberapa penyimpangan. Penyimpangan ini adalah kesalahan pemesinan.
Hari ini kami akan memperkenalkan dari tiga aspek berikut:
- Metode Memperoleh Akurasi Dimensi Bagian
- Metode untuk mendapatkan akurasi bentuk
- Cara mendapatkan akurasi posisi
Metode Memperoleh Akurasi Dimensi Bagian
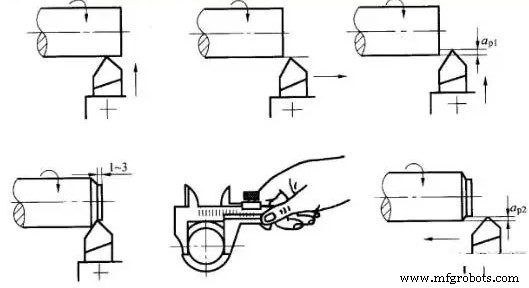
(1) Metode Pemotongan Percobaan
Yaitu, pertama-tama cobalah untuk memotong sebagian kecil dari permukaan mesin, ukur ukuran yang diperoleh dengan potongan uji, sesuaikan posisi ujung tombak pahat relatif terhadap benda kerja sesuai dengan persyaratan pemrosesan, kemudian coba potong, dan kemudian ukur, setelah dua atau tiga kali percobaan pemotongan dan pengukuran, saat mesin diproses Setelah ukuran yang diinginkan tercapai, seluruh permukaan yang akan dikerjakan dipotong.
Metode pemotongan percobaan diulang sampai akurasi dimensi yang diperlukan tercapai melalui "pemotongan pemotongan-pengukuran-penyesuaian-pemotongan ulang". Misalnya, pemrosesan bor percobaan dari sistem lubang kotak.
Ketepatan yang dicapai dengan metode pemotongan percobaan mungkin sangat tinggi, tidak memerlukan perangkat yang rumit, tetapi metode ini memakan waktu (membutuhkan beberapa penyesuaian, pemotongan percobaan, pengukuran, perhitungan), efisiensi rendah, dan tergantung pada tingkat teknis pemotongan. pekerja dan keakuratan alat ukur, Kualitasnya tidak stabil, sehingga hanya digunakan untuk produksi batch kecil satu bagian.
Sebagai jenis metode pemotongan percobaan – pencocokan, ini didasarkan pada benda kerja yang diproses, memproses benda kerja lain yang cocok, atau metode menggabungkan dua (atau lebih) benda kerja untuk diproses. Persyaratan untuk ukuran akhir yang diproses dalam proses pencocokan didasarkan pada persyaratan pencocokan dengan bagian yang diproses.
(2) Metode Penyesuaian
Posisi relatif yang tepat dari perkakas mesin, perlengkapan, perkakas, dan benda kerja disesuaikan terlebih dahulu dengan sampel atau suku cadang standar untuk memastikan keakuratan dimensi benda kerja. Karena ukurannya disesuaikan terlebih dahulu, selama pemrosesan, tidak perlu mencoba memotong, ukurannya diperoleh secara otomatis, dan tetap tidak berubah selama pemrosesan batch bagian, ini adalah metode penyesuaian. Misalnya, saat menggunakan perlengkapan mesin frais, posisi pahat ditentukan oleh blok pengaturan pahat. Inti dari metode penyesuaian adalah dengan menggunakan perangkat jarak tetap atau perangkat pengaturan pahat pada perkakas mesin atau pemegang pahat yang telah disesuaikan sebelumnya untuk membuat pahat mencapai akurasi posisi tertentu relatif terhadap perkakas mesin atau perlengkapan, dan kemudian memproses sekumpulan benda kerja.
Memberi makan alat pada alat mesin sesuai dengan dial dan kemudian memotong juga merupakan semacam metode penyesuaian. Metode ini perlu terlebih dahulu menentukan skala pada dial sesuai dengan metode trial cut. Dalam produksi massal, perangkat pengaturan pahat seperti stop jarak tetap, sampel, dan templat sering digunakan untuk menyesuaikan.
Metode penyesuaian memiliki akurasi dan stabilitas pemesinan yang lebih baik daripada metode pemotongan percobaan, dan memiliki produktivitas yang lebih tinggi. Itu tidak memerlukan operator alat mesin yang tinggi, tetapi memiliki persyaratan tinggi untuk pekerja penyesuaian alat mesin. Ini sering digunakan dalam produksi batch dan produksi massal.
(3) Metode Ukuran
Metode menggunakan ukuran pahat yang sesuai untuk memastikan ukuran benda kerja yang akan dikerjakan disebut metode ukuran. Ini diproses dengan alat ukuran standar, dan ukuran permukaan mesin ditentukan oleh ukuran alat. Artinya, pahat dengan akurasi dimensi tertentu (seperti reamer, bor reaming, bor, dll.) digunakan untuk memastikan keakuratan bagian mesin (seperti lubang) benda kerja.
Metode sizing mudah dioperasikan, memiliki produktivitas tinggi, dan memiliki akurasi pemesinan yang relatif stabil. Ini hampir tidak ada hubungannya dengan tingkat teknis pekerja, dan memiliki produktivitas tinggi. Ini banyak digunakan dalam berbagai jenis produksi. Seperti pengeboran, reaming, dll.
(4) Metode Pengukuran Aktif
Dalam proses pengolahan, mengukur ukuran pengolahan saat pengolahan, dan membandingkan hasil yang diukur dengan ukuran yang dibutuhkan oleh desain, atau membuat alat mesin terus bekerja, atau menghentikan alat mesin, ini adalah metode pengukuran aktif.
Saat ini, nilai dalam pengukuran aktif dapat ditampilkan secara digital. Metode pengukuran aktif menambahkan perangkat pengukuran ke sistem proses (yaitu, kesatuan perkakas mesin, pahat, perlengkapan dan benda kerja), yang menjadi faktor kelimanya.
Metode pengukuran aktif memiliki kualitas yang stabil dan produktivitas tinggi, yang merupakan arah pengembangan.
(5) Metode Kontrol Otomatis
Metode ini terdiri dari alat ukur, alat makan dan sistem kontrol. Ini adalah sistem pemrosesan otomatis yang terdiri dari pengukuran, perangkat pengumpanan, dan sistem kontrol, dan proses pemrosesan diselesaikan secara otomatis oleh sistem.
Serangkaian tugas seperti pengukuran dimensi, penyesuaian kompensasi pahat, pemotongan, dan parkir perkakas mesin diselesaikan secara otomatis untuk mencapai akurasi dimensi yang diperlukan secara otomatis. Misalnya, saat melakukan pemesinan pada perkakas mesin CNC, suku cadang mengontrol urutan pemesinan dan akurasi pemesinan melalui berbagai instruksi program.
Metode Untuk Mendapatkan Akurasi Bentuk
1) Metode Lintasan
Metode pemrosesan ini menggunakan lintasan gerakan ujung pahat untuk membentuk bentuk permukaan mesin. Pembubutan, penggilingan, perencanaan, dan penggilingan biasa termasuk dalam metode lintasan hidung alat. Keakuratan bentuk yang diperoleh dengan metode ini terutama bergantung pada keakuratan gerakan pembentukan.
2) Metode Pembentukan
Bentuk permukaan mesin diperoleh dengan menggunakan geometri alat pembentuk untuk menggantikan beberapa gerakan pembentukan alat mesin. Seperti pembentukan balik, penggilingan, penggilingan, dll. Keakuratan bentuk yang diperoleh dengan metode pembentukan terutama tergantung pada bentuk ujung tombak.
3) Metode Perluasan
Bentuk permukaan mesin diperoleh dengan menggunakan permukaan selubung yang dibentuk oleh gerakan pembangkitan pahat dan benda kerja, seperti hobbing roda gigi, pembentukan roda gigi, penggilingan roda gigi, knurling, dll. Keakuratan bentuk yang diperoleh dengan metode ini terutama tergantung pada akurasi bentuk bilah dan akurasi gerakan pembangkit.
Cara Mendapatkan Akurasi Posisi
Dalam pemesinan, keakuratan posisi permukaan mesin ke permukaan lain terutama ditentukan oleh penjepitan benda kerja.
1) Langsung Cari Klip Formal
Metode ini merupakan metode penjepitan dimana posisi benda kerja terletak langsung pada mesin perkakas dengan dial indicator, scribing disc atau inspeksi visual.
2) Tandai Garis Untuk Menemukan Penjepit yang Benar
Metode ini adalah menggambar garis tengah, garis simetri, dan garis pemrosesan setiap permukaan terlebih dahulu untuk dikerjakan pada bagian yang kosong sesuai dengan gambar bagian, kemudian memasang benda kerja pada alat mesin, dan menyelaraskan posisi penjepitan benda kerja pada mesin. alat sesuai dengan garis yang digambar.
Metode penjepitan ini memiliki produktivitas rendah, presisi rendah, dan tingkat teknis pekerja yang tinggi. Ini umumnya digunakan untuk memproses bagian yang kompleks dan berat dalam produksi batch kecil satu bagian, atau ketika toleransi dimensi kosong besar dan tidak dapat langsung dijepit dengan perlengkapan.
3) Penjepit Dengan Jig
Perlengkapan dirancang khusus sesuai dengan persyaratan proses yang akan diproses. Elemen pemosisian pada perlengkapan dapat dengan cepat menempati posisi benda kerja yang benar relatif terhadap perkakas mesin dan pahat, dan akurasi penjepitan dan pemosisian benda kerja dapat dipastikan tanpa penyelarasan. Akurasi pemosisiannya tinggi, tetapi perlu merancang dan memproduksi perlengkapan khusus, yang banyak digunakan dalam produksi massal dan batch.


