Cacat Umum dan Cara Mengatasinya dalam Berbagai Proses Lembaran Logam
Fabrikasi lembaran logam adalah salah satu proses paling populer untuk membuat prototipe dan bagian produksi. Ini membantu untuk membuat beberapa suku cadang yang tahan lama, mulai dari prototipe bervolume rendah hingga suku cadang produksi bervolume tinggi. Proses ini sering digunakan di berbagai industri, termasuk otomotif, kedirgantaraan, dan konstruksi.
Ada banyak jenis proses lembaran logam yang berbeda, tetapi masing-masing mungkin memiliki rangkaian cacatnya sendiri yang unik. Dalam postingan blog ini, kita akan melihat beberapa cacat lembaran logam yang paling umum dan solusinya dalam berbagai proses.
Apa itu Proses Fabrikasi Lembaran Logam?
Proses fabrikasi lembaran logam adalah proses yang mengubah bentuk asli lembaran untuk menghasilkan bagian yang ditarik dengan ketebalan yang diinginkan. Mereka dapat dibagi menjadi tiga kategori utama:
Memotong
Proses pemotongan pada lembaran logam dapat dibagi lagi menjadi yang menggunakan gaya geser (misalnya geser, meninju, blanking) dan yang tidak (misalnya pemotongan sinar laser, pemotongan plasma, pemotongan waterjet).
Membentuk
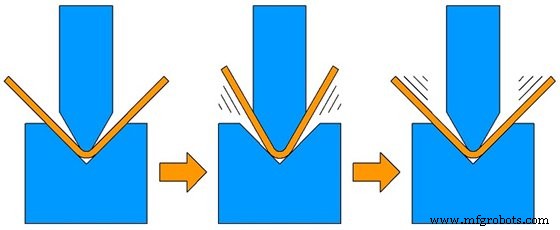
Dalam proses pembentukan, lembaran logam ditekuk menjadi bentuk yang diinginkan. Metode pembentukan termasuk pembengkokan udara, pembuatan koin, dan pembentukan gulungan.
Bergabung
Ini adalah proses perakitan komponen lembaran logam yang berbeda untuk mencapai produk yang diinginkan. Proses penyambungan meliputi pengelasan, brazing, riveting, bolting, dan metode yang paling umum – menggunakan sambungan sambungan.
Seperti halnya proses manufaktur lainnya, beberapa cacat dapat muncul pada produk yang dihasilkan yang dapat mempengaruhi produktivitas, kualitas, dan karakteristiknya. Berikut beberapa cacat umum pada proses fabrikasi lembaran logam dan cara mengatasinya.
Cacat &Solusi Pemotongan/Geser Lembaran Logam
Pemotongan lembaran logam mengacu pada penerapan kekuatan yang signifikan pada lembaran yang akhirnya menyebabkannya pecah menjadi beberapa bagian. Metode pemotongan yang paling umum adalah dengan geser, di mana gaya geser lebih besar dari kekuatan geser ultimit material diterapkan, menyebabkannya gagal dan terpisah di lokasi itu.
Cacat umum meliputi:
1. Tepi Burred dan Cacat
Tepi bergerigi adalah potongan logam yang tajam dan tidak rata yang tetap menempel pada benda kerja logam yang dicukur. Mereka biasanya timbul karena pisau tumpul, atau posisinya yang tidak tepat. Jarak bebas yang terlalu besar di antara bilah akan menyebabkannya sobek, bukan geser, sementara jarak yang lebih kecil akan mencegah bilah memotong material, menghasilkan gerinda.
Demikian pula, tepi yang cacat terbentuk karena tekanan penjepit yang salah, selain posisi bilah yang tidak tepat.
Untuk mencegah hal ini, manual mesin geser dapat dirujuk untuk mendapatkan jarak bebas dan tekanan klem yang benar sesuai dengan jenis dan ketebalan material.
2. Memutar
Setelah menyelesaikan proses geser, logam mungkin mengalami beberapa puntiran di sepanjang porosnya. Ini disebabkan oleh pemotongan strip yang terlalu sempit atau penggunaan sudut rake yang salah. Hal ini dapat dihindari dengan menyesuaikan sudut penggaruk tergantung pada properti lembaran logam, geometri, dan parameter pemotongan.
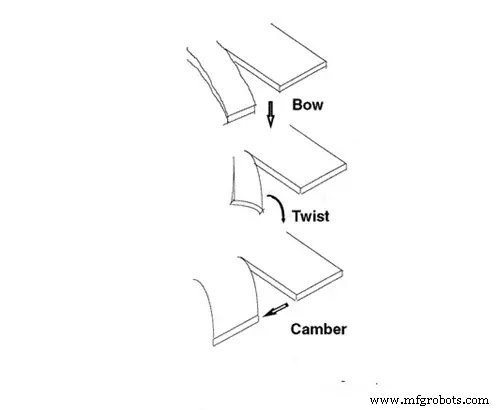
3. Melengkung
Cambering diamati ketika benda kerja lembaran logam memiliki ketebalan yang bervariasi di sepanjang lebarnya. Ini terjadi ketika bergerak dalam arah horizontal, tetapi tanpa memutar atau mengangkat di sepanjang tepinya. Hasilnya adalah logam cekung, cembung, dan berbentuk segitiga. Cacat ini dapat diminimalkan sejak dini dengan menggeser arah butiran logam, dan dengan mengubah sudut penggaruk.
4. Membungkuk
Membungkuk terjadi ketika ujung-ujungnya sedikit naik dari bidang karena geser yang tidak tepat. Hal ini umumnya diamati dalam panjang, sempit, lembaran tipis. Untuk mengatasinya, sudut penggaruk harus dikurangi sebanyak mungkin, dan lembaran logam harus dipegang dengan penyangga punggung.
Cacat &Solusi Stamping Lembaran Logam
Proses stamping lembaran logam adalah proses pembuatan cold-forming di mana cetakan digunakan pada mesin press untuk membuat kesan pada bentuk kosong logam, sehingga membentuk deformasi plastik. Proses ini juga dapat disertai dengan alat pembentuk lainnya untuk mendapatkan bagian yang telah selesai atau sebagai langkah perantara.

1. Pemisahan
Terkadang ketika lapisan logam didorong melewati batas kemampuan kerjanya, lapisan tersebut mulai menipis sampai lapisan datar robek di sepanjang area terlemah. Cacat seperti itu dikenal sebagai 'necking' atau 'splitting' dalam proses stamping lembaran logam.
Untuk memastikan hal ini tidak terjadi, perangkat lunak simulasi pembentukan harus digunakan untuk menganalisis lembar sebelum operasi dimulai. Selanjutnya, memeriksa pengaturan radius dan kedalaman bentuk, jenis, dan ketebalan material, dan teknik perlakuan panas juga dapat membantu menghindari cacat ini.
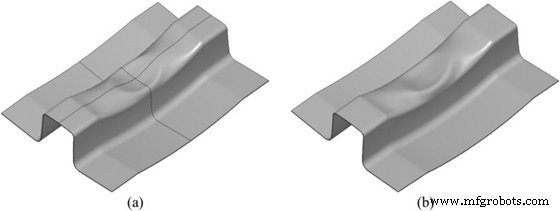
2. Kerutan
Ketika kondisi regangan tekan yang diterapkan oleh peralatan pemrosesan mendorong lembaran logam itu sendiri, gaya linier dihancurkan ke dalam sampai diperoleh flens yang kusut dan geometri internal rusak.
Cacat seperti itu dapat diatasi dengan meregangkan atau menggambar lembaran alih-alih membentuknya. Selain itu, manik-manik gambar, pengikat gambar, dan bantalan dapat digunakan jika lembaran memiliki profil geometris yang rumit. Selanjutnya, draw beads membantu mengontrol aliran logam ke dalam rongga die.
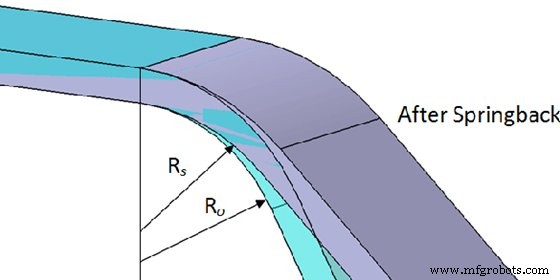
3. Musim semi
Ketika radius tikungan jatuh di bawah nilai yang ditetapkan yang dikenakan oleh peralatan lentur, bentuk yang diinginkan tidak tercapai. Ini dikenal sebagai pegas kembali, atau penyimpangan bagian akhir karena proses yang salah.
Untuk memperbaiki cacat ini, sertakan penyesuaian overbend atau overcompensation. Namun, hal itu tidak menghilangkan kesalahan deformasi elastis, meningkatkan kekakuan bagian dengan peregangan positif.
Cacat &Solusi Tekuk Lembaran Logam
Pembengkokan lembaran logam adalah proses lembaran logam yang penting karena kemampuannya untuk menggambar berbagai geometri bagian tanpa perkakas, serta waktu pengerjaan yang cepat, pengulangan yang tinggi, dan otomatisasi. Hal ini juga memungkinkan produk dibuat dari satu bagian logam, memanfaatkan deformasi plastik, sebagai lawan dari beberapa bagian yang disatukan melalui pengelasan atau paku keling, sehingga menghasilkan biaya yang lebih rendah, kekuatan yang lebih baik, dan perakitan yang disederhanakan.
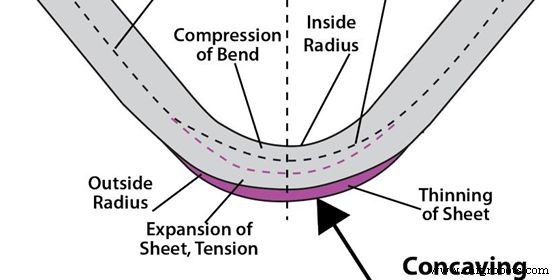
1. Retak pada sudut lentur
Dua alasan utama retakan pada bagian yang ditarik adalah kelenturan logam yang buruk dan radius lentur yang sangat kecil.
Untuk menghindari terjadinya cacat ini, gunakan logam yang lebih lunak, atau tingkatkan kelenturannya dengan memanaskan lalu mendinginkannya secara perlahan.
2. Sudut lentur tidak stabil
Penyebab utama cacat tersebut adalah tekanan material yang tidak mencukupi dan tekanan lentur yang tidak teratur yang menyebabkan tekuk tekan yang tidak teratur. Fillet die cembung-cekung asimetris juga dapat menyebabkan masalah ini.
Untuk mengatasi ini, tingkatkan gaya dongkrak dan seimbangkan jarak bebas di fillet die cekung-cembung.
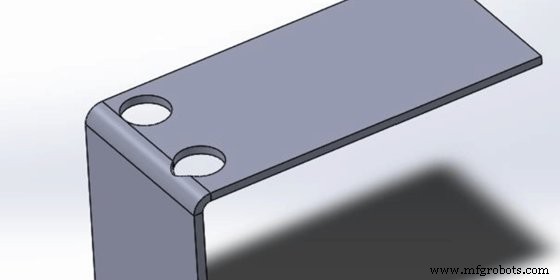
3. Deformasi lubang
Lokasi lubang dapat berubah bentuk oleh gesekan antara permukaan die cekung dan permukaan luar selama proses bending.
Cacat tersebut dapat diatasi dengan menaikkan tekanan pelat ejektor atau dengan menambahkan titik keras pada pelat ini untuk meningkatkan gesekan antara permukaan yang disebutkan di atas agar tidak meluncur.
4. Bagian bawah cekung yang tidak rata
Cacat seperti itu biasanya disebabkan oleh penggunaan perangkat ejeksi, karena kekuatan yang tidak mencukupi atau material yang tidak rata.
Oleh karena itu, pastikan perangkat ejeksi disetel ke ukuran gaya yang benar, atau dilepas seluruhnya dan material diratakan secara merata sebelum dimulainya proses pembengkokan.
5. Tekuk tidak sejajar ke tengah lubang
Cacat ini disebabkan oleh tinggi lentur yang lebih kecil dari batas minimum tinggi lentur yang menyebabkan kurva melebar dan terdistorsi.
Cukup dengan menaikkan tinggi potongan lentur atau materialnya akan mengatasi jenis cacat ini.
Cacat &Solusi Pengelasan Lembaran Logam
Pengelasan biasanya digunakan untuk menyambung dua atau lebih lembaran logam menjadi satu. Baik itu Las MIG (Gas Metal Arc Welding), TIG Welding (Gas Tungsten Arc Welding), Shielded Metal Arc Welding (SMAW), atau Flux Cored Arc Welding (FCAW), beberapa cacat mungkin dihadapi jika teknik yang tepat tidak digunakan.
Cacat umum dalam proses pengelasan lembaran logam meliputi:

1. Hujan rintik-rintik
Percikan terjadi ketika tetesan bahan cair terbentuk di dekat busur pengelasan. Ini biasanya disebabkan oleh arus yang tinggi, polaritas yang salah, atau pelindung gas yang tidak memadai.
Untuk menghindarinya, kurangi arus dan panjang busur dan tingkatkan sudut obor ke pelat. Membersihkan saluran gas juga dapat membantu.

2. Porositas
Cacat ini disebabkan ketika hidrogen, nitrogen, dan oksigen diserap di kolam las cair. Setelah pemadatan, mereka terjebak dalam lasan. Gemuk, lembab, cat, dan karat juga dapat menyebabkan porositas.
Untuk mencegah masalah ini, pastikan tepi pelat bersih dan kering, gunakan bahan las baru, dan periksa kebocoran pada obor las.

3. Kurangi
Undercut terjadi ketika tegangan tinggi atau panjang busur panjang digunakan. Menggunakan elektroda yang salah atau elektroda yang terlalu besar dibandingkan dengan ketebalannya, serta kecepatan perjalanan obor yang cepat, juga dapat menyebabkan masalah ini.
Cacat tersebut dapat dihindari dengan menggunakan elektroda dengan ukuran yang tepat, memastikan bahwa obor digerakkan secara perlahan, dan menghindari memegang di dekat pelat vertikal jika las fillet horizontal sedang dibuat.
4. Retak
Retakan dapat terbentuk pada lasan ketika tegangan internal lebih besar dari kekuatan las atau logam dasar (atau keduanya). Mereka dapat menyebar dari waktu ke waktu, dan oleh karena itu, harus segera ditangani.
Cacat ini dapat dihindari dengan membersihkan, mengarsipkan, menggiling, dan menghaluskan tepi pelat logam dengan hati-hati agar cocok satu sama lain. Memastikan suhu yang tepat saat memanaskan kembali kedua sisi sambungan juga membantu.
Cacat Umum Lainnya pada Permukaan Lembaran Logam
Selain proses pembentukan lembaran logam, cacat umum lainnya dapat terjadi selama proses pembuatan.

Misalnya, beberapa yang umum termasuk goresan permukaan, kontaminasi, penyok, dan lubang kecil. Selain itu, ketidakseragaman dapat terjadi karena tegangan tarik tinggi atau tekuk tekan selama proses fabrikasi lembaran logam.
Terkadang, mengendalikan cacat ini bisa jadi sulit, dan seringkali membutuhkan perhatian khusus selama proses berlangsung.
Khawatir tentang Cacat Lembaran Logam? WayKen hadir untuk Anda
Kesimpulannya, terbukti bahwa lembaran logam memainkan peran penting dalam industri manufaktur karena kemampuannya untuk menjalani berbagai proses. Beberapa cacat mungkin ditemui saat bekerja dengannya, sehingga mempengaruhi kegunaannya. Melalui artikel ini, jika Anda mungkin mengetahui pengetahuan dasar tentang cacat lembaran logam, sekarang biarkan layanan profesional menangani sisanya!
Di WayKen, kami mengkhususkan diri dalam pembuatan prototipe cepat dan berbagai proses fabrikasi lembaran logam, termasuk pemotongan, pengecapan, pembengkokan, dan pengelasan. Kami juga menawarkan dukungan teknik terbaik untuk klien kami. Tim ahli kami memiliki lebih dari 20 tahun pengalaman di bidang manufaktur dan jaminan kualitas, sehingga Anda dapat yakin bahwa proyek Anda akan dilakukan dengan benar. Mulailah hari ini dan dapatkan penawaran dalam 12 jam!
FAQ
Apa perbedaan antara foil logam, lembaran, dan pelat?
Jika ketebalan potongan logam kurang dari 0,2 mm (0,0079"), itu dikenal sebagai foil. Jika ketebalannya antara 0,2 mm sampai 6 mm (0,25”), maka itu dianggap lembaran. Jika ketebalannya lebih dari 6 mm (0,25”), maka itu adalah pelat.
Apa yang dimaksud dengan cacat lembaran logam?
Cacat lembaran logam adalah ketidaksempurnaan yang dapat terjadi selama proses pembuatan. Cacat ini dapat disebabkan oleh berbagai faktor, seperti pemilihan material yang salah, perkakas yang buruk, atau prosedur pengoperasian yang tidak tepat.
Apakah umum untuk mengerjakan ulang bagian lembaran logam yang rusak?
Pengerjaan ulang bagian lembaran logam yang rusak adalah kejadian umum di banyak industri. Ada berbagai alasan mengapa hal ini dapat terjadi, seperti dimensi yang salah, material yang rusak, atau kontrol kualitas yang buruk. Dalam kebanyakan kasus, lebih murah dan lebih cepat untuk hanya mengerjakan ulang bagian daripada mengganti seluruhnya.


