4 Cara untuk Memastikan Kedalaman Pemotongan yang Konsisten
4 Cara untuk Memastikan Kedalaman Pemotongan yang Konsisten (bahkan pada permukaan yang tidak rata): Sejauh menyangkut CNC Anda, dunia adalah sinar matahari dan mawar:alat pemotong Anda tidak pernah menyimpang atau aus, perlengkapan Anda kaku dan bebas dari getaran, dan permukaan benda kerja Anda rata sempurna. Namun, kita yang memiliki materi abu-abu di sini di dunia nyata, tahu bahwa kebenaran situasinya sama sekali tidak sempurna – peralatan aus, perlengkapan melentur, dan permukaan yang akan Anda potong hampir sama datarnya dengan Bumi yang baik itu sendiri. .
Video di atas menjelaskan semuanya! Video milik #rapiddtm – kunjungi mereka di Facebook!
Jika Anda mengikuti blog kami, Anda sudah tahu bahwa kami telah berbicara tentang cara bertengkar dalam defleksi alat, dan berbagi beberapa tip tentang praktik terbaik untuk workholding. Hari ini, kita akan membahas beberapa trik yang dapat Anda gunakan untuk mempertahankan kedalaman potongan yang konsisten saat mengukir, menandai, atau menggiling permukaan yang tidak persis seperti anak poster kerataan.
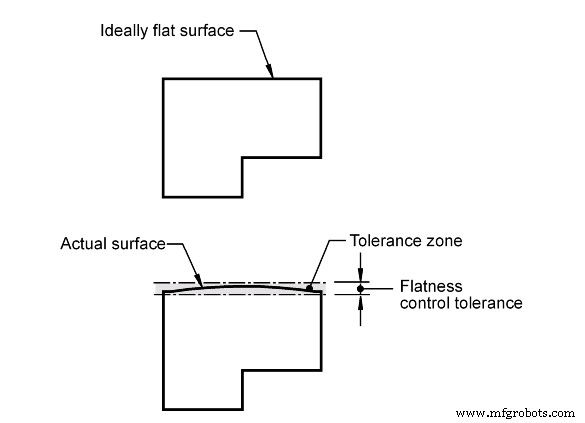
Mendefinisikan Kerataan: Sederhananya, istilah "kerataan" digunakan untuk menggambarkan area antara dua garis paralel di mana permukaan harus berada. Spesifikasi ini akan sering bekerja bersama dengan panggilan keluar dimensi lain pada cetakan untuk menggambarkan kisaran lokasi yang mungkin dari permukaan tertentu:
Kredit gambar:http://www.engineeringessentials.com/gdt/flatness/flatness.htm
Seperti yang mungkin atau mungkin belum Anda sadari sekarang, tidak ada permukaan yang benar-benar rata – bahkan sangat sedikit permukaan yang mendekati kerataan sempurna – dan jika menyangkut suku cadang yang diproduksi, kerataan membutuhkan biaya. Jadi, jika tidak harus rata, atau jika cetakan tidak mendefinisikannya sebagai datar, Anda harus berasumsi bahwa itu benar-benar tidak rata. Bergantung pada apa yang perlu Anda lakukan pada permukaan tertentu, kerataannya (atau ketiadaannya) perlu memainkan peran kunci dalam strategi penggilingan Anda.
Kedalaman Pemotongan yang Konsisten Metode 1:Kualifikasi Permukaan
Jika Anda mampu melakukannya, kualifikasi permukaan adalah cara termudah dan paling pasti untuk memastikan bahwa permukaan yang akan Anda kerjakan cukup rata dan benar. Kualifikasi permukaan hanyalah pembicaraan masinis yang bagus untuk penggilingan wajah seluruh permukaan, melepas beberapa seperseribu sekaligus sampai seluruh permukaan cukup seragam dalam hal kerataan. Kelulusan kualifikasi sering kali merupakan langkah pertama yang akan Anda lihat saat menonton proses penggilingan di lantai toko atau online dan ini karena sejumlah alasan, paling tidak untuk memastikan kerataan permukaan yang dimaksud.
Saat memulai dengan sepotong billet atau stok mentah, kualifikasi permukaan hampir selalu menjadi pilihan dan secara umum hanyalah praktik masinis yang baik. Namun, terkadang, kualifikasi permukaan bukanlah pilihan – seperti saat bekerja dengan material die cast, penempaan, atau dengan bagian yang diselesaikan yang hanya memerlukan penandaan atau serialisasi. Dalam kasus ini, strategi yang berbeda perlu digunakan untuk mencapai hasil yang baik.
Kedalaman Pemotongan yang Konsisten Metode 2:Penggunaan Alat Pengukiran Pegas
Jika yang perlu Anda lakukan hanyalah pengukiran dasar atau proses penandaan bagian, dan permukaan Anda sedikit "di seluruh peta", alat pengukiran pegas mungkin tepat seperti yang diperintahkan dokter. Alat pegas datang dalam beberapa varietas yang berbeda, dengan versi yang paling populer adalah versi pegas dari alat pengukir shank split tradisional dan "mata pengukiran tarik" pegas, juga dikenal sebagai alat "penulis".
Alat Pengukiran Pegas:Alat ini dapat membantu Anda tetap berada di stadion baseball pada pekerjaan pengukiran dasar.
Alat ukiran pegas menggabungkan sistem mekanis kompresibel antara antarmuka spindel dan alat pemotong. Rakitan alat ini biasanya memiliki pergerakan pegas mulai dari 0,20” hingga 0,40”, sehingga dapat menyerap perubahan ketinggian Z yang cukup dramatis sambil tetap mempertahankan tekanan ke bawah yang konsisten pada benda kerja. Mata pengukiran pegas menggunakan alat pengukiran shank split berujung dan dengan demikian dapat menghasilkan berbagai lebar dan kedalaman ukiran. Alat pengukiran atau juru tulis seret secara harfiah hanya diseret melintasi permukaan dan tidak dirancang untuk memasukkan elemen rotasi ke dalam proses. Akibatnya, alat juru tulis benar-benar hanya cocok untuk penandaan bagian yang sangat dangkal.
Meskipun alat ini tidak akan banyak membantu dalam hal aplikasi penggilingan atau pengeboran, alat ini bekerja sangat baik untuk penandaan bagian dengan kedalaman yang dangkal hingga sedang. Namun, ada beberapa kelemahan pada jenis pahat ini:ukuran shank yang umum untuk pahat ini adalah ”, yang mungkin terlalu besar untuk beberapa spindel. Juga, karena alat ini adalah rakitan mekanis, biasanya dibatasi hingga 10.000 RPM maks. Batasan ini dapat memaksa Anda untuk memperlambat laju umpan, sehingga meningkatkan waktu siklus Anda.
Jadi, jika Anda perlu memasang alat untuk membuat serial seribu bagian aluminium cor, alat pegas kemungkinan akan menyelesaikan pekerjaan. Namun, jika Anda berencana untuk menyelesaikan proses penggilingan atau pengeboran, atau jika pekerjaan membutuhkan pengukiran yang dalam, lebar, atau rumit/kualitas tinggi, Anda mungkin perlu beralih ke metode lain untuk menyelesaikan pekerjaan.
Kedalaman Pemotongan yang Konsisten Metode 3:Gunakan Sistem Penyelidik Sentuh untuk Memetakan Permukaan Tidak Beraturan
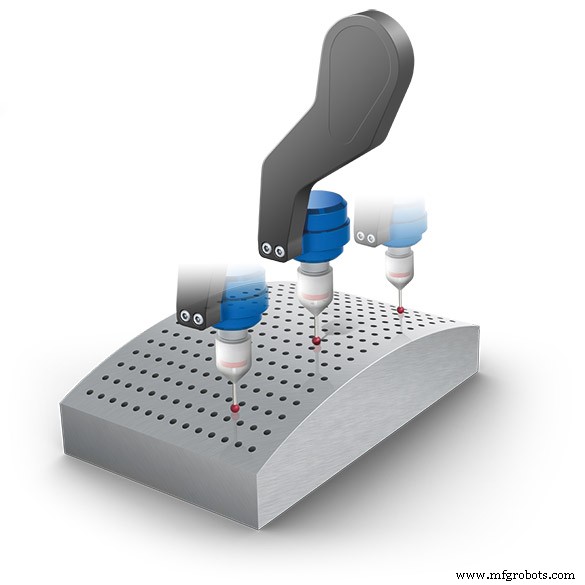
Pemetaan permukaan melalui pemeriksaan sentuh biasanya melibatkan pemberian beberapa detail dasar kepada mesin tentang apa yang ingin Anda selidiki:ukuran area pemeriksaan, jarak kisi pemeriksaan, dan sebagainya. Dari sana mesin akan menyentuh benda kerja sebanyak yang diperlukan untuk menyelidiki area yang ditentukan ke pitch grid yang diinginkan. Setelah siklus probing sentuh selesai, kontrol mesin akan mengambil file potong yang telah diprogram untuk dipotong pada permukaan 2D datar dan memodifikasinya dengan variasi Z benda kerja yang ditemukan selama siklus probing. Dengan cara ini, saat pemotong melakukan proses penggilingan atau pengukiran pada permukaan, kedalamannya akan bervariasi secara otomatis sehingga Anda mendapatkan kedalaman pemotongan yang konsisten terlepas dari variasi ketinggian Z permukaan.
Tidak semua mesin CNC menawarkan pemeriksaan sentuh, dan pemetaan permukaan tidak selalu menjadi pilihan saat mereka melakukannya. Namun jika mesin Anda memiliki probing dan pemetaan permukaan, bukanlah ide yang buruk untuk membiasakan diri dengannya – Anda tidak akan pernah tahu kapan itu akan berguna.
Kedalaman Pemotongan yang Konsisten Metode 4:Pemetaan Permukaan CMM dan Proyeksi Gambar di CAM
Ketika semuanya gagal … ketika Anda tidak dapat memenuhi syarat permukaan, ketika alat pegas tidak melakukan apa yang Anda butuhkan dan mesin CNC Anda tidak memiliki pemeriksaan sentuh, ketika Anda memiliki CMM yang tersedia untuk digunakan dan Anda tidak keberatan melakukan banyak pekerjaan CAM, ada pilihan terakhir.
Foto di atas atas izin #rapiddtm – kunjungi mereka di Facebook!
Menggunakan CMM untuk memetakan permukaan untuk mengkompensasi ketidakteraturan ketinggian sangat mirip dengan melakukannya pada mesin CNC itu sendiri – namun tanpa kemewahan memiliki pemetaan, penggilingan dan NC terintegrasi menjadi satu, prosesnya menjadi jauh lebih padat karya.
Proses ini cukup terlibat sehingga seluruh artikel dapat dengan mudah ditulis untuk ini saja. Dalam upaya untuk menjadi ringkas, saya akan menguranginya menjadi ringkasan langkah demi langkah:
1. Muat benda kerja ke CMM
2. Ukur secara manual sebanyak mungkin titik yang diperlukan untuk mewujudkan variabilitas permukaan penuh dalam area kerja
3. Ekspor titik cloud yang dihasilkan ke dalam perangkat lunak CAD Anda
4. Buat splines yang menghubungkan titik-titik terukur untuk membuat peta permukaan 3D
5. Ekspor peta permukaan 3D ke perangkat lunak CAM
6. Karya seni proyek / fitur yang digiling ke permukaan 3D
7. Buat jalur alat yang diperlukan dan poskan file yang dipotong ke CNC Anda
8. Muat benda kerja ke CNC dan jalankan bagian tersebut
Agar jelas: proses ini perlu diulang 100% untuk setiap bagian yang dijalankan. Seperti yang mungkin Anda ketahui, harus menggunakan metode ini dapat dengan mudah mengambil pekerjaan yang akan dilakukan dari awal hingga akhir dalam waktu sekitar satu hari menggunakan pemeriksaan sentuh di mesin, dan meregangkannya untuk memakan waktu beberapa hari – hanya karena sifatnya yang membosankan. karena harus menggunakan CMM untuk memetakan permukaan.
Tidak ada di dunia ini yang sempurna – tetapi kemampuan untuk mengelola ketidaksempurnaan untuk menghasilkan hasil yang baik tidak peduli apa salah satu hal yang membedakan masinis yang baik dari yang hebat. Saya harap metode yang dijelaskan dalam postingan ini akan memberi Anda keuntungan saat menghadapi benda kerja yang lebih mirip keripik kentang daripada pancake.