Apa itu Pengelasan Busur Terendam (SAW)? - Panduan Lengkap
Apa itu Pengelasan Busur Terendam (SAW)?
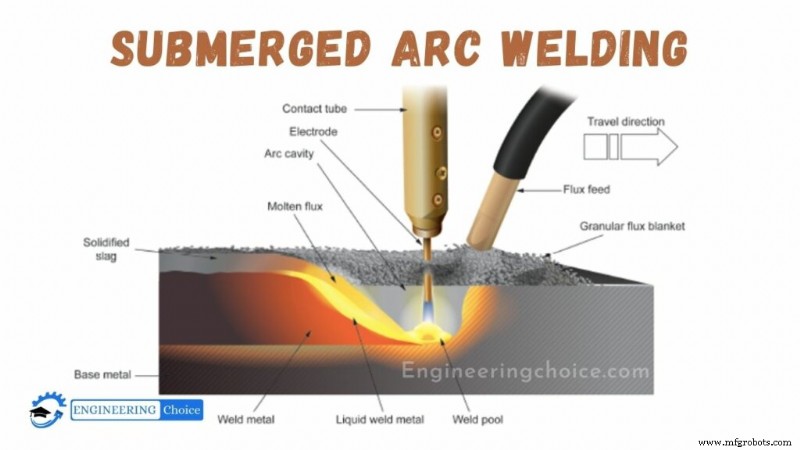
Submerged Arc Welding (SAW) adalah proses penyambungan yang melibatkan pembentukan busur listrik antara elektroda yang diumpankan terus menerus dan benda kerja yang akan dilas. Selimut fluks bubuk mengelilingi dan menutupi busur dan, ketika cair, memberikan konduksi listrik antara logam yang akan disambung dan elektroda.
Paten SAW pertama dikeluarkan pada tahun 1935. Proses ini membutuhkan elektroda padat atau tabung (berinti logam) yang dapat dikonsumsi secara terus menerus. Lasan cair dan zona busur dilindungi dari kontaminasi atmosfer dengan "terendam" di bawah selimut fluks fusible granular yang terdiri dari kapur, silika, oksida mangan, kalsium fluorida, dan senyawa lainnya.
Ketika cair, fluks menjadi konduktif dan menyediakan jalur arus antara elektroda dan pekerjaan. Lapisan fluks tebal ini sepenuhnya menutupi logam cair sehingga mencegah percikan dan percikan api serta menekan radiasi ultraviolet intens dan asap yang merupakan bagian dari proses pengelasan busur logam terlindung (SMAW).
Bagaimana Cara Kerja Pengelasan Busur Terendam?
Pengelasan busur terendam (SAW) adalah proses pengelasan busur umum yang melibatkan pembentukan busur antara elektroda yang diumpankan terus menerus dan benda kerja. Selimut fluks bubuk menghasilkan pelindung gas pelindung dan terak (dan juga dapat digunakan untuk menambahkan elemen paduan ke kolam las) yang melindungi zona las.
Gas pelindung tidak diperlukan. Busur terendam di bawah selimut fluks dan biasanya tidak terlihat selama pengelasan. Ini adalah metode pengelasan yang sudah mapan dan sangat serbaguna.
Elektroda dapat berupa kawat padat atau inti atau strip yang terbuat dari lembaran bahan yang disinter. Fluks dapat dibuat dengan menggabungkan konstituen untuk membentuk terak kaca (yang kemudian dihancurkan untuk membentuk bubuk) atau dengan mengaglomerasi konstituen menggunakan pengikat dan proses corning. Sifat kimia dan distribusi ukuran fluks membantu stabilitas busur dan menentukan sifat mekanik logam las dan bentuk manik.
SAW biasanya dioperasikan sebagai proses mekanis. Arus pengelasan (biasanya antara 300 dan 1000 ampere), tegangan busur, dan kecepatan perjalanan semuanya mempengaruhi bentuk manik, kedalaman penetrasi, dan komposisi kimia dari logam las yang diendapkan. Karena operator tidak dapat mengamati kolam las, ketergantungan yang besar harus ditempatkan pada pengaturan parameter dan posisi kawat pengisi.
Meskipun SAW biasanya dioperasikan dengan satu kabel menggunakan arus AC atau DC, ada beberapa varian termasuk penggunaan dua kabel atau lebih, menambahkan kabel cincang ke sambungan sebelum pengelasan, dan penggunaan penambahan bubuk logam.
Produktivitas tambahan dapat diperoleh dengan memasukkan kawat non-konduktor berdiameter kecil ke tepi depan kolam las. Hal ini dapat meningkatkan tingkat deposisi hingga 20%. Varian ini digunakan dalam situasi tertentu untuk meningkatkan produktivitas melalui peningkatan laju pengendapan dan/atau kecepatan perjalanan. Mengganti kawat dengan strip setebal 0,5 mm, biasanya lebar 60 mm, memungkinkan proses digunakan untuk melapisi komponen.
Aplikasi Pengelasan Busur Terendam
Aplikasi Pengelasan Busur Terendam meliputi yang berikut
- Pengelasan Busur Terendam dapat digunakan untuk mengelas bejana tekan seperti boiler.
- Banyak kerangka struktur, pipa, alat pemindah tanah, pembuatan kapal, konstruksi rel kereta api, dan lokomotif.
- Jenis pengelasan ini dapat digunakan untuk memperbaiki bagian-bagian mesin.
Keuntungan Pengelasan Busur Terendam
Beberapa keuntungan dari las busur terendam meliputi:
- Pengelasan suara yang kuat dapat dilakukan dengan mudah
- Asap las minimal keluar
- Cahaya busur minimal dipancarkan
- SAW cocok untuk pekerjaan di dalam dan luar ruangan
- Lebih sedikit distorsi
- Penetrasi las dalam
- Persiapan tepi minimal
- Tingkat deposit yang tinggi dimungkinkan
- Bahan tebal dapat dilas
- Setidaknya setengah atau lebih fluks dapat dipulihkan
Kerugian Pengelasan Busur Terendam
Meskipun manfaat yang baik dari penawaran las busur terendam. Beberapa keterbatasan juga terjadi. Berikut ini adalah kerugian dari las busur terendam.
- Terbatas pada beberapa logam besi seperti baja dan baja tahan karat
- Ini juga terbatas pada sambungan lurus panjang atau pipa dan bejana yang diputar
- Strip penahan diperlukan untuk penetrasi yang tepat
- Terbatas pada material dengan ketebalan tinggi.


