Ada satu kesamaan antara angkatan bersenjata modern, atlet, departemen SDM, dan perusahaan teknologi Silicon Valley – mereka semua menggunakan taktik dan strategi yang terinspirasi oleh Frederick Winslow Taylor, yang sering disebut sebagai “bapak manajemen ilmiah”.
Ide Taylor, seperti meningkatkan etika kerja, mengurangi pemborosan, dan menciptakan standar produksi yang lebih baik, terus dipercaya. Salah satu ide tersebut, yang sangat penting untuk meningkatkan efisiensi di lantai pabrik, datang dalam bentuk studi waktu .
Melakukan studi waktu dan gerak bukanlah tugas biasa. Ini membutuhkan persiapan yang matang dengan rencana yang matang. Dalam posting ini, kami akan menguraikan prosesnya dan menunjukkan apa yang perlu Anda perhatikan jika Anda ingin memperbaikinya pada percobaan pertama.
Apa itu studi waktu?
British Standards Institutions (BSI) adalah badan utama yang ditugaskan untuk menciptakan standar produksi rekayasa dan industri di Inggris. Beginilah cara BSI mendefinisikan studi waktu:
"Mengamati, mencatat, dan menilai pekerjaan manusia untuk menetapkan waktu yang dibutuhkan oleh pekerja yang memenuhi syarat untuk melakukan pekerjaan tertentu di bawah kondisi yang dinyatakan pada tingkat kerja yang ditentukan."
“Pekerjaan” yang dimaksud melibatkan semua aktivitas di lantai pabrik yang berkontribusi pada proses produksi – penggunaan tenaga kerja manual atau mesin, operator mesin membuat keputusan dengan cepat, dan sejenisnya.
Studi waktu paling cocok untuk aktivitas yang melibatkan serangkaian tindakan yang dapat diprediksi dan berulang. Mereka ideal dalam pengaturan pabrik, di mana proses produksi dapat dipecah menjadi serangkaian tugas berurutan dan gerakan operator.
Dalam konteks seperti itu, Anda mengukur jumlah waktu yang dibutuhkan untuk tugas tertentu, yang dilakukan oleh banyak pekerja, untuk menemukan waktu standar (kalkulasinya akan kami tampilkan nanti di artikel). Dalam teknik industri dan manufaktur, waktu standar adalah waktu rata-rata yang dibutuhkan oleh pekerja yang terlatih dengan baik untuk menyelesaikan tugas tertentu.
Studi waktu adalah kegiatan pengukuran kerja, biasanya dilakukan oleh pengamat yang terlatih, dengan bantuan peralatan dasar seperti stopwatch dan clipboard untuk mencatat pencatatan waktu. Di pabrik modern, pengamat dapat menggunakan lebih banyak alat canggih seperti kamera video, komputer, dan bahkan software khusus.
Mengapa melakukan analisis studi waktu?
Jika dilakukan dengan benar dengan perencanaan yang matang dan analisis yang cermat, studi waktu memberikan gambaran terperinci tentang seberapa efisien pekerjaan yang dilakukan di lantai pabrik Anda. Waktu standar adalah metrik yang sangat berharga bagi manajer yang mencari cara untuk meningkatkan efisiensi produksi dan produktivitas secara umum.
Ini juga dapat digunakan untuk menemukan kekurangan dan kelemahan tersembunyi dalam aspek lain dari lantai pabrik, seperti tata letak dan penempatan mesin dan stasiun kerja yang kurang optimal. Dengan menggunakan waktu standar, Anda dapat menemukan inefisiensi dalam alokasi tenaga kerja, mesin, dan input produksi lainnya.
Terlepas dari peningkatan biaya dan efisiensi, studi waktu dapat menjadi vital bagi kesejahteraan pekerja. Ini dapat membantu dalam menciptakan ruang kerja yang lebih baik dan lebih aman. Manajer dapat mengidentifikasi dan menghapus gerakan dan tindakan yang tidak perlu dan berpotensi berbahaya di lantai pabrik, sehingga mengurangi upaya yang diperlukan untuk menyelesaikan tugas tertentu.
Ada banyak manfaat lain dari melakukan studi waktu:
diperlukan untuk perencanaan jadwal produksi yang realistis
membantu dalam alokasi tenaga kerja yang optimal di lantai pabrik
dapat digunakan untuk perbandingan dengan proses alternatif
diperlukan untuk distribusi kerja yang seimbang antar karyawan
membantu membuat waktu target dan insentif upah
membantu menghilangkan operasi yang tidak efisien atau tidak perlu dan meminimalkan upaya pekerja
jika dilakukan untuk pekerja pemeliharaan, ini dapat membantu perencana dan manajer pemeliharaan untuk merencanakan dan mengatur pekerjaan pemeliharaan rutin dengan lebih baik
Waktu standar adalah metrik yang sangat berguna bagi insinyur industri dan manajer produksi. Hal ini memungkinkan mereka untuk membandingkan efisiensi pabrik mereka dengan standar industri. Metrik ini juga berharga dari perspektif perencanaan masa depan, dalam memperkirakan aspek-aspek utama berikut:
waktu pengiriman batch produk mendatang
persyaratan tenaga kerja dan biaya tenaga kerja di masa mendatang
persyaratan investasi mesin/peralatan produksi masa depan
kebutuhan pengadaan bahan baku masa depan
manajemen inventaris
biaya produksi keseluruhan dan harga jual per unit
Ada banyak alasan untuk melakukan studi waktu. Mari kita lihat apa yang harus Anda siapkan sebelum memulai stopwatch.
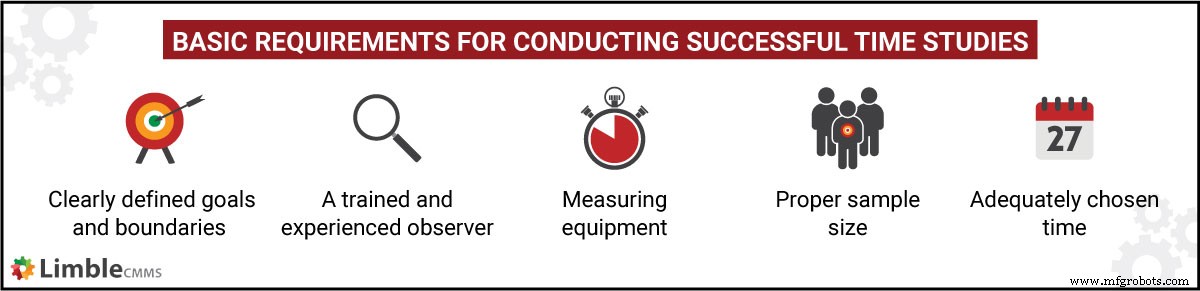
Persyaratan dasar untuk melakukan studi waktu yang sukses
Terlepas dari industri atau proses produksi yang terlibat, studi waktu akan memiliki persyaratan dasar yang sama.
Kami dapat mengklasifikasikannya ke dalam 5 area berikut yang perlu Anda tangani saat menyiapkan waktu belajar:
1) Tujuan dan batasan yang jelas
Sebelum Anda melakukan studi waktu dan gerak, Anda perlu menetapkan batasan yang jelas.
Pertama, tentukan dan tentukan tujuan penelitian – mempercepat proses produksi, menghilangkan tindakan pemborosan, dll.
Selanjutnya, pilih proses yang akan menjadi fokus inti penelitian. Lihat apakah sektor Anda telah menetapkan waktu standar yang dapat Anda gunakan sebagai titik referensi untuk perbandingan.
2) Pengamat yang terlatih dan berpengalaman
Ini adalah orang yang akan melakukan studi waktu. Dalam kebanyakan kasus, insinyur industri dengan pengalaman dan pelatihan yang relevan lebih disukai untuk pekerjaan ini.
Idealnya, mereka harus memiliki sertifikasi dalam pengoptimalan tempat kerja. Pengamat harus memiliki sudut pandang yang aman dan nyaman dari mana ia dapat mengawasi para pekerja saat mereka melakukan tugas-tugas rutin.
Ada perusahaan di luar sana, seperti Institut Studi Waktu Industri, yang menawarkan jasa konsultasi dan pelatihan. Mereka dapat membantu Anda melaksanakan studi waktu Anda dan menjawab pertanyaan teknis apa pun.
3) Pilihan peralatan (dasar vs lanjutan)
Peran yang dimainkan oleh peralatan studi waktu telah berubah secara dramatis dalam beberapa tahun terakhir. Di masa lalu, penelitian dilakukan dengan stopwatch sederhana dan papan penunjuk waktu, dengan pengamat yang dekat dengan para pekerja.
Ini memiliki beberapa kelemahan utama, yang paling penting adalah “Efek Hawthorne” – pekerja dapat bekerja lebih keras dari biasanya ketika mereka tahu bahwa mereka sedang diawasi.
Teknologi modern memungkinkan pengamat untuk menonton dan merekam waktu dari jarak jauh dan secara rahasia, menggunakan peralatan video (CCTV), dan platform perangkat lunak khusus yang dapat menggantikan stopwatch dan tabel pencatatan studi waktu dasar.
4) Ukuran sampel yang tepat
Kehati-hatian harus diambil ketika memilih ukuran sampel tenaga kerja. Jika tidak cukup besar dan mewakili tenaga kerja Anda yang ada, pengukuran kerja Anda praktis tidak berguna.
Kualitas dan kompetensi pekerja juga penting. Kesalahan umum adalah memilih individu dengan kinerja terbaik. Alih-alih, pilih ukuran sampel seimbang yang menguntungkan pekerja yang terlatih dengan baik, tetapi yang hasil kerjanya tidak menempatkan mereka pada produktivitas rendah atau tinggi yang ekstrem.
5) Waktu yang dipilih dengan tepat
Untuk mengurangi margin kesalahan, studi waktu biasanya melibatkan pengukuran di beberapa siklus produksi. Di pabrik manufaktur, akan ada periode produksi dengan tenggat waktu yang lebih pendek dan aktivitas yang lebih intens di lantai pabrik.
Perhatian harus diberikan untuk memilih periode yang mewakili alur kerja umum di fasilitas, dalam batas yang dapat diprediksi. Kecuali Anda memiliki tujuan tertentu, hindari musim puncak permintaan saat melakukan studi waktu.
Menguraikan proses:bagaimana melakukan studi waktu?
Sebuah studi waktu dilakukan secara linier, dengan beberapa langkah yang jelas. Pengamat yang memenuhi syarat akan mengambil tindakan berikut setelah studi dimulai:
Pilih tugas untuk dipelajari :ini akan tergantung pada tujuan studi dan batasan dasar yang ditetapkan oleh perusahaan. Jenis bisnis manufaktur dan keadaan sistem produksi saat ini akan memiliki peran yang menentukan di sini.
Analisis tugas individu :apakah produksi menggunakan proses dan standar yang sudah ditetapkan di industri? Jika ya, pengamat dapat memilih standar dasar dan mengkalibrasi proses pengukuran untuk mencerminkannya. Jika tidak ada standar, pengamat harus menggunakan pengalaman dan penilaiannya untuk merencanakan baseline terbaik.
Pilih pekerja yang memenuhi syarat :itu harus menjadi sampel yang dapat diwakili dari pekerja rata-rata yang cukup terlatih.
Perkirakan jumlah siklus yang akan diamati: lebih banyak sampel data akan menghasilkan lebih sedikit margin kesalahan, tetapi membutuhkan lebih banyak waktu dan usaha. Ada tindakan penyeimbangan yang diperlukan di sini, berdasarkan batas waktu dan anggaran.
Komunikasikan detail penelitian kepada pekerja :studi waktu dapat memiliki pengaruh yang mengganggu pada tenaga kerja. Orang-orang akan khawatir tentang potensi implikasi penelitian ini terhadap keamanan pekerjaan mereka di masa depan. Sangat penting untuk mengomunikasikan tujuan penelitian sebelumnya.
Amati dan catat kinerja dan waktu pekerja untuk setiap elemen: banyak teknik yang tersedia untuk pengamat. Jika menggunakan arloji waktu dasar, metode pengaturan waktu meliputi metode kontinu, metode snapback, dan metode akumulasi. Alat dan perangkat lunak yang lebih canggih memungkinkan pengukuran ini diotomatisasi.
Gunakan data pengamatan untuk menghitung waktu standar: rumus dan perhitungannya akan dijelaskan secara rinci di bagian berikut.
Akhirnya, berdasarkan perhitungan dan tujuan awal studi, perusahaan harus dapat mengambil beberapa kesimpulan yang dapat ditindaklanjuti.
Cara menghitung waktu standar
Setelah pengamat mencatat pembacaan waktu sebenarnya dari semua pekerja dalam kelompok sampel, sekarang saatnya untuk menghitung waktu standar. Prosesnya mengikuti urutan ini:
hitung Waktu Rata-Rata
hitung Waktu Normal menggunakan Waktu Rata-rata dan Faktor Peringkat
hitung Waktu Standar menggunakan Waktu dan Tunjangan Normal
1. Hitung Waktu Rata-Rata
Seperti namanya, ini adalah jumlah waktu yang dibutuhkan pekerja untuk menyelesaikan tugas, dari awal hingga selesai. Ketika beberapa pekerja sedang diamati sebagai bagian dari studi, nilai rata-rata waktu yang diamati dihasilkan dengan menghitung rata-rata semua pembacaan waktu yang tercatat, setelah menghilangkan nilai abnormal.
2. Tentukan faktor peringkat
Kinerja aktual yang tercatat dari seorang pekerja mungkin tidak selalu sesuai dengan standar tugas yang "normal". Pengamat harus menerapkan penyesuaian pada waktu yang diamati untuk menyimpulkan waktu yang dibutuhkan rata-rata operator untuk menyelesaikan tugas.
Dengan menggunakan penilaian dan pengalamannya, pengamat dapat menentukan peringkat kinerja masing-masing pekerja. Sistem peringkat populer yang digunakan untuk tujuan ini meliputi:
Peringkat Kecepatan/Kecepatan
Sistem Westinghouse
Peringkat Obyektif
Peringkat Sintetis
Sistem penilaian ini menggunakan faktor-faktor seperti kecepatan, keterampilan, usaha, dan konsistensi pekerja untuk mengevaluasi kinerja mereka. Faktor peringkat dihitung sebagai angka persentase seperti 90% atau 120%. Ini menunjukkan setiap penyimpangan dari kinerja yang diharapkan, yang direpresentasikan sebagai 100%.
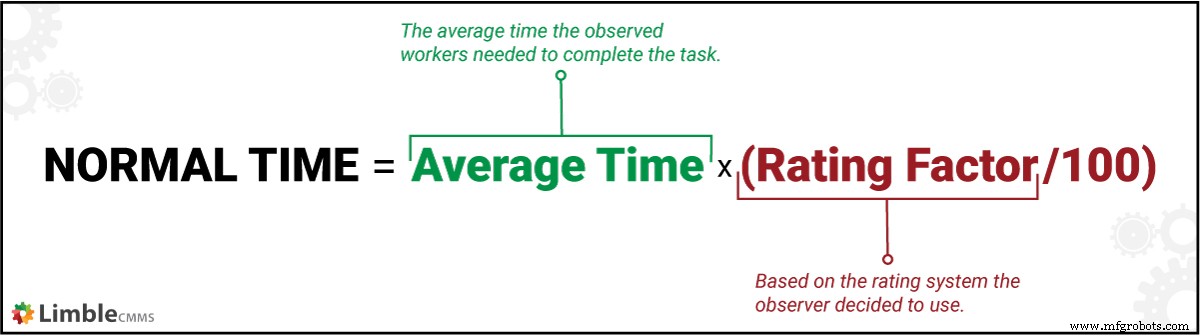
3. Hitung Waktu Normal
Saat Anda mengalikan waktu rata-rata dengan faktor peringkat dalam format desimal, Anda mendapatkan nilai "waktu normal" untuk suatu tugas. Berikut rumusnya:
Untuk sampai pada Waktu Standar, Waktu Normal disesuaikan dengan nilai tambahan yang disebut “tunjangan”.
4. Berikan tunjangan
Kondisi kerja dunia nyata dapat berdampak besar pada produktivitas pekerja di lantai pabrik. Kondisi ini akan sangat bervariasi dari satu fasilitas produksi ke fasilitas produksi lainnya. Pengamat harus memberikan kelonggaran untuk perbedaan ini.
Mereka memiliki beragam faktor, yang dapat dibagi menjadi 5 kategori utama:
Tunjangan relaksasi :itu termasuk kebutuhan pribadi (waktu yang dibutuhkan untuk makan, istirahat air dan kamar mandi, dll.) dan kelelahan (termasuk hal-hal seperti durasi berdiri, tingkat penerangan, kualitas udara, penggunaan kekuatan, ketegangan fisik dan mental, dll.).
Kelonggaran gangguan: jika pekerja harus mengoperasikan beberapa mesin atau peralatan, tunjangan ini digunakan untuk memperhitungkan waktu henti mesin saat pekerja sibuk dengan mesin lain.
Kelonggaran proses: ini memperhitungkan setiap waktu henti yang terjadi sebagai bagian dari suatu proses, atau karena kegagalan daya, kesalahan pada mesin, dll.
Tunjangan darurat: ini akan memperhitungkan semua jeda atau penundaan yang tidak teratur dan tidak terduga (seperti pemeliharaan darurat) yang mungkin muncul selama proses produksi.
Tunjangan khusus: beberapa kegiatan rutin – seperti memulai, membersihkan, mematikan, dan mengganti peralatan – didorong oleh manajemen, untuk meningkatkan keamanan dan umur peralatan. Gangguan yang disebabkan oleh jeda ini diperhitungkan dalam penggunaan tunjangan ini.
Tunjangan diberikan dalam bentuk persentase, sehingga dapat digunakan dalam perhitungan akhir waktu standar.
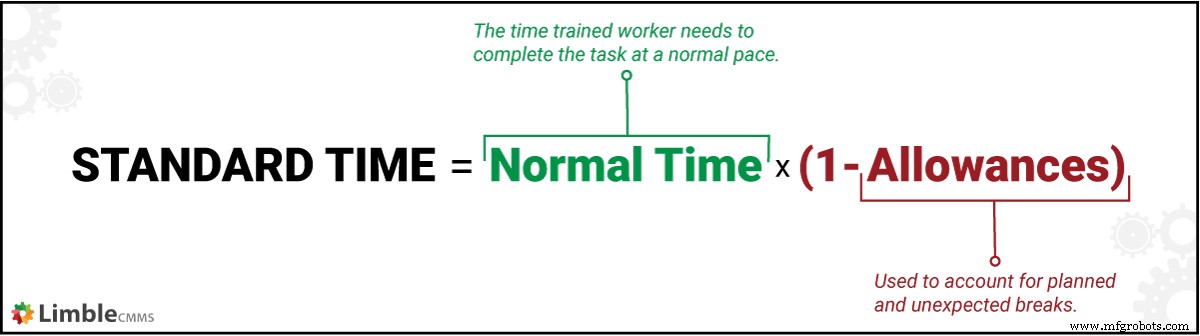
5. Hitung Waktu Standar
Akhirnya, kita sampai pada metrik kunci yang memberi kita waktu yang dibutuhkan oleh pekerja normal untuk tugas tertentu, ketika tugas itu dilakukan di bawah kondisi rata-rata/standar, setelah memperhitungkan berbagai kelonggaran untuk gangguan yang sah dan tidak dapat dihindari.
Untuk sampai pada waktu standar, Anda harus mengalikan waktu normal dengan faktor peringkat kelonggaran. Rumusnya seperti ini:
Sekarang, mari tunjukkan cara kerjanya dalam contoh nyata.
Contoh studi waktu pembuatan
Mari kita pertimbangkan pengaturan manufaktur dasar di mana pekerja memproduksi pelat belakang untuk bantalan rem mobil, di fasilitas baru. Bayangkan bahwa para pekerja ini membutuhkan rata-rata 33 menit untuk satu set pelat belakang.
Perusahaan ingin melakukan studi waktu untuk mengetahui bagaimana efisiensi lantai pabrik dibandingkan dengan rata-rata industri dan, jika mungkin, mengidentifikasi area yang dapat ditingkatkan.
Demi contoh ini, mari kita asumsikan bahwa nilai waktu yang diharapkan untuk tugas memproduksi satu batch pelat belakang adalah 30 menit.
Pengukuran menunjukkan bahwa pekerja sekitar 10% lebih lambat dari norma yang diharapkan. Jadi, pengamat dapat dengan aman menetapkan faktor peringkat kinerja 90%, menggunakan metode peringkat kecepatan sederhana.
Untuk mengakomodasi perbedaan istirahat yang diamati selama siklus kerja, pengamat menambahkan tunjangan relaksasi sebesar 7%, tunjangan gangguan 5%, dan tunjangan khusus lainnya sebesar 8%, dengan total 20%.
Jadi kita memiliki variabel yang diketahui berikut ini:
Waktu Rata-rata =33 menit
Peringkat Kecepatan =90%
Tunjangan =20%
Untuk menghitung Waktu Standar, pertama-tama kita perlu menghitung Waktu Normal menggunakan rata-rata waktu pengamatan dan peringkat kecepatan:
Waktu Normal =Waktu Rata-Rata X (Peringkat Kecepatan/100)
Waktu Normal =33 x (90/100)
Waktu Normal =29,7 menit
Kita dapat membulatkannya menjadi 30 menit – ini adalah kecepatan dasar yang diharapkan pekerja untuk menyelesaikan produksi batch pelat belakang saat bekerja tanpa istirahat atau gangguan.
Selanjutnya, kami menggabungkan waktu normal ini dengan kelonggaran untuk tiba pada Waktu Standar untuk memproduksi sejumlah pelat belakang di pabrik:
Waktu Standar =Waktu Normal (1 – Tunjangan)
Waktu Standar =30 (1 – 20/100)
Waktu Standar = 37,5 menit
Seperti yang dapat kita lihat dari perhitungan di atas, waktu standar yang dibutuhkan oleh pekerja di fasilitas untuk memproduksi sejumlah pelat belakang, setelah mempertimbangkan berbagai faktor seperti peringkat kecepatan dan batas waktu istirahat, adalah sekitar 37 setengah menit.
Studi waktu menunjukkan beberapa area di mana ada ruang untuk perbaikan. Misalnya, 33 menit waktu yang diamati menunjukkan bahwa pekerja tidak berkinerja – rata-rata – ke tingkat optimal. Manajemen mungkin perlu mengidentifikasi alasan ketidakefisienan dan menerapkan tindakan perbaikan.
Tunjangan adalah area lain di mana fasilitas dapat melakukan perbaikan. Mengurangi tunjangan relaksasi mungkin memiliki efek negatif – penurunan moral karyawan, pelanggaran kepatuhan (hak karyawan), dll. Namun, tunjangan gangguan dan tunjangan khusus mungkin dapat diubah untuk lebih meningkatkan produktivitas.
Kegagalan peralatan adalah salah satu penyebab paling umum gangguan di lantai produksi. Cara terbaik untuk melawan mereka adalah dengan menggunakan sistem CMMS modern untuk mengembangkan budaya manajemen pemeliharaan proaktif.
Kunci kesuksesan adalah perbaikan terus-menerus
Jika Anda ingin menghilangkan pemborosan dari lantai produksi, Anda harus mengadopsi konsep seperti lean maintenance dan continuous improvement.
Langkah pertama menuju peningkatan efisiensi adalah memperoleh titik data spesifik pada metrik kinerja. Dengan mesin, mudah untuk memprediksi kinerja. Tetapi manusia yang mengoperasikannya jauh lebih sulit diprediksi.
Studi waktu membantu mengisi kekosongan kritis ini bagi produsen. Dengan munculnya teknologi modern, sekarang lebih mudah untuk melakukan studi waktu dan gerak yang akurat. Namun, jika Anda melakukannya dengan cara kuno, yang Anda butuhkan hanyalah stopwatch, papan klip, dan kesabaran!