14 Bab 5:Penggiling Permukaan
TUJUAN
Setelah menyelesaikan unit ini, Anda seharusnya dapat:
• Identifikasi Penggiling Permukaan.
• Identifikasi Prosedur.
• Jelaskan prosedur Dressing the Wheel.
• Jelaskan Tes Dering.
• Jelaskan cara mengganti Roda Gerinda.
• Jelaskan prosedur memilih roda gerinda.
• Buat daftar bahan abrasif utama dengan area umum penggunaan terbaiknya.
• Buat daftar obligasi utama dengan jenis aplikasi yang paling sering digunakan.
• Identifikasi berdasarkan nomor dan nama jenis , dari sketsa tanpa tanda, atau dari roda yang sebenarnya.
• Menafsirkan tanda bentuk dan ukuran roda bersama dengan lima simbol dasar dari spesifikasi roda ke dalam deskripsi roda gerinda.
• Mengingat beberapa standar , pekerjaan penggilingan umum, merekomendasikan abrasif yang sesuai, perkiraan ukuran grit, grade, dan bond.
Surface Grinder terutama digunakan dalam proses finishing. Ini adalah alat yang sangat presisi yang menggunakan roda berputar yang stasioner, abrasif, untuk mencukur atau menyelesaikan permukaan logam yang ditahan oleh catok. Catok ini, yang merupakan bagian dari meja, atau kereta dipindahkan bolak-balik di bawah roda abrasif. Penggiling permukaan dapat memotong baja menjadi potongan-potongan tidak lebih besar dari 18" panjang 6" tinggi 8" lebar. Meja gerinda juga bersifat magnetis, yang membantu menahan material agar tidak bergerak. Magnet ini dapat diaktifkan dengan menggunakan tuas yang terletak di sisi depan penggiling. Instrumen ini memiliki potongan maksimum 0,005 inci, dan potongan minimum 0,005 inci. Pergerakan gerinda dapat berupa gerakan otomatis, maju mundur, atau digerakkan secara manual sesuai kebutuhan.
Tindakan Pencegahan Keamanan
Selain aturan keselamatan bengkel mesin biasa, berikut adalah beberapa tips tentang cara menggunakan mesin ini dengan aman:
• Selalu kenakan kacamata pengaman karena mesin ini dapat mengirim serutan ke segala arah.
• Selalu tunggu roda mencapai kecepatan maksimum sebelum menggunakannya, karena mungkin ada
• Jika Anda memiliki rambut panjang, Anda harus mengikatnya ke belakang agar tidak tersangkut di mesin.
• Jangan pernah membenturkan roda ke material karena hal ini dapat menyebabkan kerusakan pada roda, yang dapat mengakibatkan hilangnya integritas dan dapat terbang terpisah.
• Selalu pastikan pelindung terpasang di atas roda gerinda, karena ini melindungi pengguna dari serutan yang terlepas dari bahan.
• Selalu pastikan bahan terpasang dengan aman di tempatnya.
• Selalu pastikan meja magnet bersih sebelum meletakkan material di atasnya, karena serutan dapat menggores material Anda atau bahkan menyebabkan roda geser material yang Anda gunakan pada penggiling.
• Pastikan penggiling memiliki tombol mulai/berhenti yang mudah dijangkau oleh operator.
• Periksa roda gerinda sebelum memasangnya. Pastikan itu dirawat dengan baik dan berfungsi dengan baik.
• Ikuti petunjuk produsen untuk memasang roda gerinda.
• Jaga agar permukaan kemudi tetap rapi.
• Pastikan pelindung roda menutupi setidaknya setengah dari roda gerinda.
• Singkirkan semua gerinda pada permukaan pekerjaan yang ditempatkan pada chuck magnet.
• Bersihkan chuck magnet dengan kain lalu lap dengan telapak tangan Anda.
• Tempatkan selembar kertas sedikit lebih besar dari benda kerja di tengah chuck.
• Posisikan benda kerja di atas kertas dan nyalakan daya ke gerendel magnet.
• Periksa apakah pencekam magnet telah dihidupkan dengan mencoba melepaskan benda kerja dari pencekam.
• Periksa apakah roda menyelesaikan pekerjaan sebelum memulai penggiling.
• Jalankan roda gerinda baru selama sekitar satu menit sebelum memasukkan roda ke dalam pekerjaan.
• Tunggu hingga roda mencapai kecepatan maksimum sebelum menggunakannya karena mungkin ada kesalahan yang tidak terlihat pada roda.
• Berdiri di satu sisi roda sebelum memulai penggiling.
• Matikan cairan pendingin sebelum menghentikan roda untuk menghindari kondisi tidak seimbang.
• Jaga agar permukaan kerja bersih dari sisa, alat, dan bahan.
• Jaga agar lantai di sekitar penggiling tetap bersih dan bebas dari minyak dan lemak.
• Gunakan sistem pembuangan ventilasi yang sesuai untuk mengurangi penghirupan debu, serpihan, dan kabut cairan pendingin. Sistem pembuangan harus dirancang dan dipelihara dengan tepat.
• Ikuti prosedur penguncian saat melakukan pekerjaan pemeliharaan.
Prosedur Penggunaan
• Langkah pertama dalam menggunakan gerinda permukaan, adalah memastikan bahwa bahan yang ingin Anda bentuk dapat digunakan di dalam gerinda. Bahan lunak seperti aluminium atau kuningan akan menyumbat roda abrasif dan menghentikannya bekerja secara efektif, dan kemudian harus dibersihkan. Proses ini dijelaskan di bagian Pemeliharaan. Ukuran maksimum bahan yang dapat digiling oleh mesin penggiling adalah panjang 18” x lebar 8” x tinggi 6”.
• Langkah selanjutnya adalah memastikan material diamankan. Hal ini dilakukan dengan menggunakan wakil, dan kemudian dengan menarik penjepit magnet. Setelah material aman, material harus ditempatkan secara manual di bawah roda abrasif. Ini dilakukan dengan memutar roda bujur dan lintang yang terletak di bagian depan penggiling. Roda abrasif itu sendiri dapat digerakkan sedikit untuk mendapatkan material pada posisi yang sempurna.
• Kemudian mesin dapat dihidupkan. Ini harus mencapai kecepatan maksimum sebelum Anda mencoba menggunakannya untuk alasan keamanan. Jika roda berfungsi dengan baik, gunakan secara manual saat pekerjaan yang sangat presisi perlu dilakukan.

Gambar 1. Chevalier Surface Grinder
Mengganti Roda
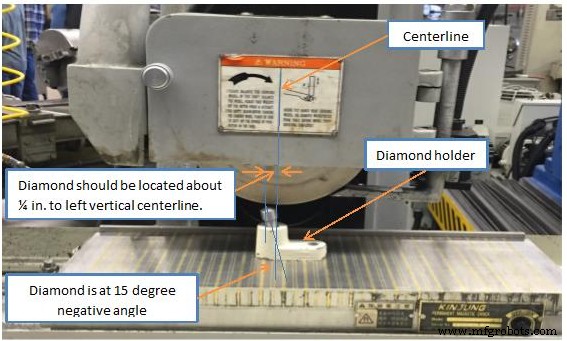
1. Letakkan meja rias beroda berlian di atas tempat tidur.
2. Letakkan meja rias berlian inci di sebelah kiri bagian tengah roda.
3. Kunci lemari ke tempat tidur dengan menyalakan gerendel magnet.
4. Nyalakan daya mesin dengan memutar sakelar ke posisi “ON”. Kemudian tekan tombol hijau untuk memulai spindel.
5. Gerakkan roda gerinda ke bawah menggunakan roda tangan meja vertikal hingga hampir tidak menyentuh meja rias.
6. Matikan mesin setelah menyentuh meja rias.
7. Hidupkan mesin lagi. Saat roda berputar, turunkan roda gerinda ke arah Z hingga menghasilkan gumpalan kecil debu.
8. Setelah gumpalan kecil debu dibuat, buat satu gerakan bolak-balik di sepanjang sumbu Y. Hentikan mesin saat meja rias telah melakukan operan bolak-balik.
9. Saat menghentikan mesin, pastikan meja rias berjarak sekitar inci dari roda.
10. Periksa roda untuk melihat apakah sudah bersih. Jika tidak, ulangi langkah 8 dan 9.
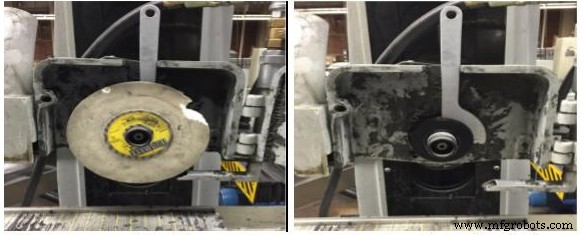
Gambar 2. Mengganti roda
Uji Dering
Roda gerinda harus diperiksa dan “diuji dengan cincin” sebelum dipasang untuk memastikan bahwa roda gerinda bebas dari retak atau cacat lainnya. Roda harus diketuk dengan lembut dengan instrumen nonlogam yang ringan. Roda yang stabil dan tidak rusak akan memberikan nada metalik atau “cincin” yang jelas.
Melakukan tes dering:
Pastikan roda kering dan bebas dari serbuk gergaji atau bahan lain yang dapat mematikan suara dering.
Anda akan membutuhkan benda plastik keras atau kayu keras, seperti gagang obeng atau alat lain, untuk melakukan pengujian. Gunakan palu kayu untuk alat yang lebih berat. Jangan gunakan benda logam.
- Tangguhkan roda pada pin atau poros yang pas melalui lubang sehingga mudah diputar, tetapi jangan memasukkan roda ke penggiling. Jika roda terlalu besar untuk digantung, letakkan di atas permukaan yang bersih dan keras.
- Bayangkan garis tegak lurus vertikal di tengah roda.
- Ketuk roda sekitar 45 derajat di setiap sisi garis vertikal, sekitar satu atau dua inci dari tepi roda. (Roda besar mungkin mengetuk di bagian tepi, bukan di sisi roda.)
- Putar roda 180 derajat sehingga bagian bawah roda sekarang berada di atas.
- Ketuk roda sekitar 45 derajat di setiap sisi garis vertikal lagi.
- Roda lulus uji jika memberikan nada metalik yang jelas saat diketuk di keempat titik. Jika roda terdengar mati di salah satu dari empat titik, itu retak. Jangan gunakan.
Mengganti Roda Gerinda
- Buka casing roda. Jika kotak roda sangat kencang, ini mungkin memerlukan sepasang kunci pas, kunci pas, dan palu karet.
- Lepaskan pelat logam di bagian atas dengan mengendurkan sekrup yang menahannya ke kotak roda.

Gambar 3. Lepaskan pelat logam dan kotak roda
3. Di belakang kemudi, di poros, ada lubang. Masukkan kunci pas penjepit di sisi kanan ke bagian belakang penggulung. Kunci pas penjepit harus bisa masuk ke dalam lubang.
Gambar 4. Pasang kunci pas ke dalam lubang Gambar 5. Lepas roda gerinda
4. Masukkan kunci pas ke dalam dua lubang di bagian depan roda. Saat mengendurkan roda dari poros roda, belok kanan akan mengendur dan belok kiri akan kencang.
5. Hit the wishbone-shaped wrench with a rubber mallet to loosen the wheel. 6. To put a new grinding wheel on, reverse the procedure. Turning the wishbone-shaped wrench to the left will tighten it. When installing the wheel, make sure that the wrench is on the left side, not on the right side. Turn the wishbone-shaped wrench by hand, and when no longer possible, use the rubber mallet. 7. Remove the wrench from the back of the spindle. 8. Screw the plate back on top of the wheel case. 9. Close the wheel case, and tighten the knob.
Grinding Procedure
- Ensure the proper wheel for the stock is being used. There are different grinding wheels for aluminum, stainless steel, and titanium.
- Clean the bed before placing the workpiece onto it. This will prevent interference with the magnetic chuck.
- Place magnetic parallels around the workpiece to ensure the workpiece does not shift during grinding.
- Turn the magnetic chuck on to secure the pieces onto the bed.
- Adjust the bed and saddle position to center the stock below the wheel.
- Lower the wheel an inch above the workpiece.
- Take a piece of paper and place it between the wheel and the stock. Move the paper back and forth while simultaneously lowering the wheel until the paper is no longer able to move to zero the z-axis. See figure 1.
- Zero the z-axis of the workpiece by setting the dial on downfeed handwheel to 0 inches. See figure 2.
- Lock the table Longitudinal stoke setting block so that there is about an inch of overtravel at each end of the table stroke.
- Adjust the table position so the wheel sits about an inch to the right of the workpiece.
- Lower the wheel to the desired depth of grinding. There should be a maximum downfeed of 0.001 inch per pass.
- Ensure the wheel is not in contact with the workpiece before turning the main power on. Press the green button to turn the spindle on and turn the coolant switch on.
- Grind the stock by making passes left to right along the x-axis.
- Once the first strip of the workpiece has been sufficiently ground, turn the y-axis handwheel half a turn clockwise.
- Grind another strip of the workpiece from left to right along the x-axis.
- Repeat until the workpiece is fully ground, then repeat all of the previous steps for the other side.

Figure 6. Setting the z axis Figure 7. Setting downfeed
Grinding Wheel
Select the grinding wheel:
Keep in mind that a grinding wheel is a form of cutting tool, and except in the case of wheel for general purpose grinding, the abrasive, grit size, grade and structure, bond type should be selected to fit the particular job on which the wheel is to be used, just as a cutter, drill or tap is selected for its specific job.
To select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. There are:
1. Grinding wheel manufactures instruction.
2. Material to be ground and its hardness.
3. Amount of stock to be removed and finish required.
4. Are of grinding contact.
5. Severity of the grinding operation.
6. Wheel speed.
7. Feed rate
8. Operating technique.
Suggestions:
1. First consider the material to be ground and its hardness. These effect the choice of abrasive, grift size, and grade or hardness of the wheel.
- Aluminum oxide are best for steels, while Silicon carbide abrasives are better suited to grinding cast iron, nonferrous metals and nonmetallic materials.
- A relatively fine grit size works best on taking heavier cuts can be used advantageously on soft and ductile materials that are readily penetrated.
- The hardness of the material to be ground also affects choice of the wheel grade or hardness. A harder grade can be used on soft, easily penetrated materials than on hard materials which naturally tend to dull the wheel faster. The softer grades release the dull grains more readily to present new, sharp grains to the work.
2. Second factor, in selecting a wheel in the amount of stock to be removed and the finish required. These affect the choice of grift size and bond as follows:
- A relatively coarse grit size is selected for rapid stock removal without regard for finish as rough grinding; a fine grift should be used where a high finish is desired.
- Vitrified bonded wheels are generally used where a commercial finish satisfactory. The organic bonds, resinoid, rubber and shellac, produce the highest finish.
3. The area of grinding contact between the wheel and the work affects the choice of grift size and grade.
- A coarse grift is required when the contact area is relatively large, as in surface grinding with cup wheels, cylinders or segments, to provide adequate chip clearance between the abrasive grains. As area of contact becomes smaller and the unite pressure tending to break down the wheel face becomes greater, finer grit wheels should be used.
- As to the grade or hardness, on large area of contact a soft grade will provide normal breakdown of the wheel, insuring continuous, free-cutting action. A harder grade, on the other hand, is needed to stand up under the increasingly higher unit pressure as the area of contact becomes smaller.
4. The severity of the grinding operation affects the choice of abrasive and grade.
- A tough abrasive like 4A Aluminum Oxide should be used for rough, heavy duty grinding of steel.
- The milder abrasives like 32 and 38 Aluminum Oxide are best for lighter precision grinding operations on steels and semisteels, while the intermediate 57 and 19 Aluminum Oxide abrasives are used for precision and semiprecision grinding of both mild and hard steels.
- The severity of the grinding operation also influences the choice of grade. Hard grade provide durable wheels for rough grinding such as snagging, while medium and softer grade wheels can be used for precision type operations which are less severe on the wheel.
5. The speed at which the grinding wheel is to be operated often dictates the type of bond.
- Vitrified bonded wheels should not be used at speeds over 6,500 s.f.p.m. With few exceptions, when the speed exceeds this figure, resinoid, rubber or shellac bonded wheels should be used. Note, the safe operating speed shown on the tag, wheel or blotter must never be exceeded.
6. Feed rate
- The higher the feed rate, the greater the grinding pressure is. If the grinding speed of workpiece must be increased, the feed rate will be increased, then the wear of the wheel will be faster. Therefore a harder grinding wheel is required.
- A standard wheel marking system is used for the identifying five major factors in grinding wheel selection:
- Type of abrasive
- Grit size
- Grade or hardness
- Structure
- Bond
First Symbol:Type of Abrasive
A wheel marked A 60-J8V indicates the following:
A – Fused aluminum oxide
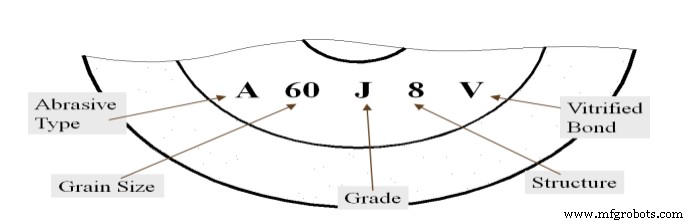
Figure 8:Grinding Wheel Marking
Second Symbol:Grit Size
The following scale can be used to determine grit:

Third Symbol:Grade of Hardness
- Hardness grade is a measure of bond strength of the grinding wheel.
- Bond material holds abrasive grains together in the wheel.
- The stronger the bond, the harder the wheel.
- Hardness grade is a measure of bond strength of the grinding wheel.
A to G are softer.
H to P are more medium grades.
R to Z are harder.
Fourth Symbol:Structure
- Structure, the spacing of the abrasive grains in the wheel is indicated by numbers.
1 is a dense structure.
8 is a more medium structure.
15 is an open structure.
Fifth Symbol:Bond
- Bond is identified by letter according to the following:
- V – Vitrified
- B – Resinoid
- R – Rubber
- E – Shellac
- M – Metal
Standard grinding wheel marking example:
1- A – 305 X 25 X 127 WA 46 K 8 V 7N 2000m/min
FROM(WHEEL TYPE):1(Straight-plain)
FACE:A
SIZE:Dia. (D) X Width(W) X Bore(H)
ABRASIVE TYPE:WA (See Figure 2)
GRAIN SIZE:46 (See Figure 2)
GRADE:K (See Figure 2)
STRUCTURE:8 (See Figure 2)
BONE TYPE:V (See Figure 2)
MAKER CODE:7N
MAX. RPM:2000m/min.
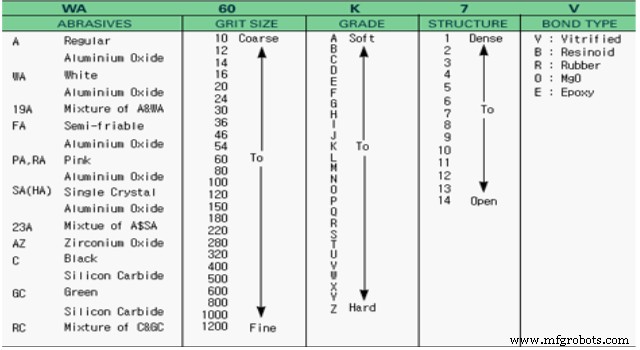
Figure 9:Grinding Wheel Selection Chart
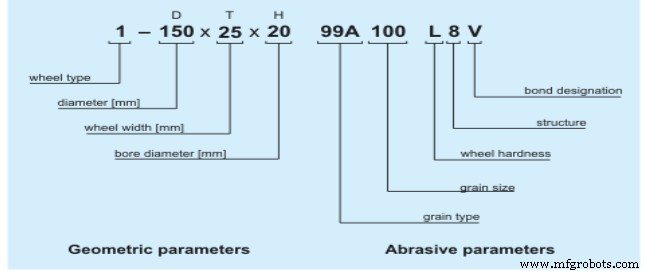
Figure 10:Grinding Wheel Selection Chart
UNITS TEST
1. Please list five Safety Precautions.
2. Please list five main parts of the surface grinders.
3. What is a diamond wheel dresser?
4. When Dressing the Wheel how far Diamond dresser should be located to the left of the center of the wheel?
5. What is a Ring Test?
6. How do you Performing the ring test?
7. When select the grinding wheel, there are eight factors which affect the choice of the grinding wheel specifications. Please list five out of eight factors.
8. Aluminum oxide grinding wheel are best for what?
9. A standard wheel marking system is used for the identifying factors in grinding wheel selection. Please all five major factors?
10. A wheel marked WA 80-L9B, Please indicates the following.
Chapter Attribution Information
This chapter was derived from the following sources.
Grinding and Buffing derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.


