

Proses manufaktur

Manufaktur industri
Metalurgi Rolling mill Rolls
Gulungan adalah alat atau alat yang digunakan di pabrik penggilingan untuk mengurangi penampang bahan yang digulung. Mereka adalah alat yang sangat tertekan dan dapat dikenakan. Mereka dibutuhkan baik untuk penggulungan produk penampang maupun datar. Di masa lalu, teknologi rolling telah meningkat dan berubah secara dramatis, tetapi gulungan selalu tetap menjadi bagian paling penting dari pabrik penggilingan. Berat gulungan dapat bervariasi tergantung pada jenis dan ukuran penggilingan dan jenis gulungan. Selama penggulungan, gulungan berada di bawah beban tinggi dan bidang kontak antara gulungan dan material yang digulung mengalami keausan.
Tergantung pada profil produk yang digulung, badan gulungan dapat halus (polos) untuk lembaran gulungan (pelat atau strip) atau beralur untuk penggulungan bahan berbentuk (bagian). Roll memiliki dua komponen utama yaitu (i) roll body dan (ii) roll neck. Ada dua leher, satu di setiap sisi. Tubuh adalah bagian yang bersentuhan langsung dan merusak logam benda kerja. Sepasang gulungan beralur yang menunjukkan laras gulungan dan leher gulungan ada di Gambar 1.
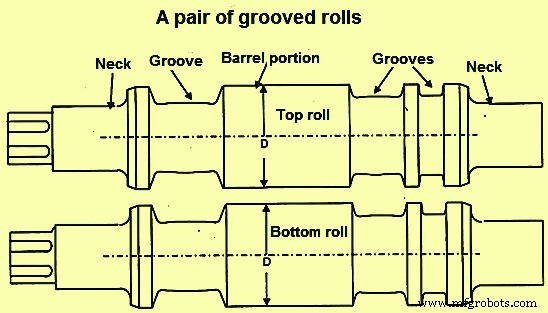
Gbr 1 Sepasang gulungan beralur
Rolls diperlukan untuk menerima semua jenis tegangan, beban dari kondisi rolling normal dan abnormal di rolling mill dan tegangan yang berubah dengan keausan roll selama rolling. Gulungan diperlukan untuk melakukan pekerjaan reduksi yang berat selama pengerolan panas dan dingin.
Desain gulungan diperlukan untuk mempertimbangkan dua persyaratan yang sangat berbeda. Persyaratan ini adalah (i) kekuatan maksimum untuk menjaga gaya pemisah, torsi dan tekanan tinggi antara gulungan, dan (ii) ketahanan aus maksimum di bidang kontak antara gulungan dan material yang digulung. Gulungan tidak boleh pecah, terkelupas, atau aus dan harus memberikan kinerja yang baik tanpa menimbulkan masalah. Gulungan secara teratur dikerjakan untuk membangun kembali profil gulungan yang diinginkan dan untuk menghilangkan permukaan yang aus, retak akibat kebakaran, dan lelah.
Ada spesifikasi untuk gulungan, tetapi ukuran akhir dari kualitas gulungan adalah kinerja gulungan. Biaya gulungan per ton baja canai merupakan faktor penentu.
Berbagai jenis gulungan dan jenis penggilingan ditunjukkan pada Gambar 2.
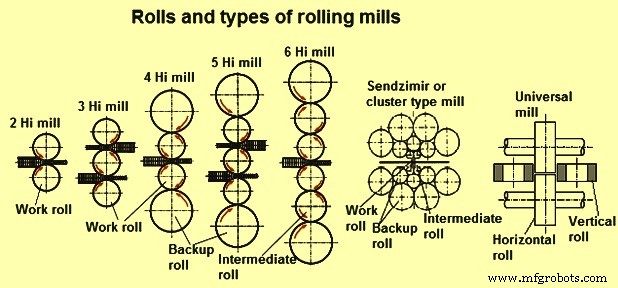
Gbr 2 Gulungan dan jenis penggilingan
Selain beban gelinding normal dan gaya gesek, gelindingan mengalami beberapa perubahan kondisi gelinding pada pengguliran normal bahan. Setiap kali bahan memasuki gulungan, itu menciptakan dampak. Selain itu, gulungan harus menghadapi beberapa kondisi penggulungan abnormal yang mungkin timbul karena (i) kesalahan operator pabrik, (ii) bahan yang cacat dengan cacat internal yang masuk ke gulungan, (iii) kegagalan daya, (iv) masalah mekanis dari transportasi material ke gulungan, dan (v) masalah dalam sistem pendingin air. Selama kondisi penggulungan abnormal seperti itu, yang kurang lebih sangat umum di pabrik penggulungan, kerusakan gulungan sering terjadi baik pada pabrik maupun produk canai.
Tegangan dan distribusinya dalam gulungan karena beban proses penggulungan sangat kompleks dan sangat bervariasi. Beberapa tegangan memiliki gradien tinggi yang tegak lurus terhadap permukaan gulungan seperti tekanan Hertzian atau tegangan termal selama penggulungan material panas dan pendinginan gulungan yang baik, sementara beberapa tegangan hanya dianggap sebagai akibat dari beban statis seperti torsi dari motor penggerak. Namun semua jenis tekanan dapat menyebabkan kerusakan gulungan. Keausan gulungan merupakan masalah penting lainnya untuk gulungan.
Aspek penting yang terkait dengan gulungan adalah untuk mengoptimalkan sifat-sifat yang berbeda seperti kekuatan, ketahanan aus dan keamanan terhadap retakan api serta segala macam kerusakan yang biasanya terjadi selama kelainan penggulungan. Proses optimasi pada dasarnya meliputi (i) pemilihan komposisi yang tepat, perlakuan panas, dan proses pembuatannya. Kualitas gulungan dan keamanan terhadap kegagalan gulungan adalah penting dan ini berarti pengembangan struktur mikro yang tepat dan pengendalian tingkat tegangan sisa.
Pengembangan bahan untuk gulungan
Selama abad kesembilan belas, besi abu-abu non-paduan diidentifikasi oleh berbagai setara C (karbon) dan tingkat pendinginan yang berbeda (pengecoran pasir atau pengecoran dingin) dan baja tempa digunakan sebagai bahan untuk gulungan. Nilai besi cor bervariasi dari mild-hard, half-hard, dan clear-chill. Dalam gulungan clear-chill, laras memiliki lapisan besi putih (bebas dari grafit) sedangkan inti gulungan dan lehernya terbuat dari besi abu-abu. Gulungan baja tuang kemudian dikembangkan dengan kandungan C hingga 2,4%, dengan dan tanpa grafit.
Sekitar tahun 1930, gulungan 'indefinite chilled double pour' (ICDP) dikembangkan untuk pengerolan panas di pabrik datar. Nilai gulungan ICDP dimodifikasi dan ditingkatkan pada akhir 1990-an dengan peningkatan kinerja gulungan karbida. Sekitar tahun 1950, bahan besi nodular untuk gulungan dikembangkan. Bahan besi nodular baik non-paduan atau sering paduan dengan Cr (kromium), Ni (nikel), dan Mo (molibdenum) sehingga mendapatkan ketahanan aus yang baik serta kekuatan pada saat yang sama. Penggunaan besi Cr tinggi (C- 2 % sampai 3%, Cr- 15 % sampai 20 %) dan kemudian baja Cr tinggi (C- 1 % sampai 2%, Cr- 10 % sampai 15 %) untuk gulungan mengakibatkan penggunaan material baru dengan ketahanan aus yang tinggi.
Pada tahun 1985, material perkakas berkecepatan tinggi telah digunakan untuk gulungan. Bahan-bahan ini telah berevolusi sebagai apa yang disebut 'nilai baja semi perkakas'. Untuk penggulungan batang kawat, bahan tungsten karbida sinter berteknologi tinggi dikembangkan untuk gulungan. Untuk baja pengerolan dingin, gulungan baja tempa juga dikembangkan untuk memberikan penetrasi kekerasan yang lebih tinggi setelah perlakuan panas dengan meningkatkan kandungan Cr dari 2% menjadi 5% dan dengan penggunaan pemanasan induksi. Gulungan kerja sedang dilapisi krom setelah penggilingan dan peledakan tembakan untuk mendapatkan masa pakai yang lebih tinggi dari kekasaran permukaan yang diperlukan.
Saat ini, berbagai kelompok kelas bahan gulungan yang digunakan sesuai struktur mikro meliputi (i) baja hipo-eutektoid, (ii) baja hiper-eutektoid (ADAMITE), (iii) baja hiper-eutektoid grafit, (iv) baja paduan tinggi seperti Cr tinggi dll., (v) besi nodular, (vi) besi cor dingin tak tentu, ICDP, dan (vii) bahan khusus seperti karbida sinter, keramik, dll.
Produksi gulungan
Gulungan dapat diproduksi dengan (i) pengecoran, (ii) penempaan, (iii) sintering atau penekanan isostatik panas, dan (iv) metode lain. Semua metode memiliki kelebihan, kekurangan, dan batasan untuk produksi. Batasan ini mungkin disebabkan oleh (i) dimensi gulungan, (ii) komposisi gulungan, (iii) kekerasan atau ketahanan aus yang diperlukan, dan (iv) biaya produksi.
Ada area yang tumpang tindih, di mana gulungan yang dibuat dengan teknologi berbeda tersedia tetapi tidak ada aturan umum bahwa gulungan yang dibuat dari satu teknologi lebih baik daripada gulungan yang dibuat dari teknologi lain. Keputusan akhir pada pilihan gulungan biasanya tergantung pada biaya gulungan per ton baja yang digulung. Gulungan dengan harga rendah mungkin tidak lebih baik dan pada akhirnya bisa menjadi kontraproduktif.
Untuk membuat pembuatan rol menarik secara komersial sambil membuat rol tersedia bagi pelanggan dengan harga yang wajar, produsen rol harus memiliki keahlian dalam (i) memahami aplikasi rol (beban, kecepatan, dan pendinginan rol, dll.), ( ii) pilihan bahan yang optimal, (iii) produksi gulungan suara tanpa cacat, (iv) pilihan perlakuan panas yang memadai (kekuatan, kekerasan, dan tegangan sisa, dll.), (v) kemampuan mesin gulungan untuk memenuhi persyaratan spesifikasi dan hasil cetakan, dan (vi) kemampuan untuk menyesuaikan dengan perubahan teknologi penggulungan serta teknologi pembuatan gulungan.
Kontrol teknologi pembuatan gulungan lebih penting daripada teknologi itu sendiri. Prosedur pembuatan gulungan selalu terkendali. Rasio biaya gulungan terhadap ton material yang digulung menurun karena (i) teknologi penggilingan yang lebih baik, dan (ii) kinerja gulungan yang lebih baik. Ini bukan karena biaya gulungan yang lebih rendah. Gulungan dengan harga rendah pada akhirnya kontraproduktif.
Properti bahan gulung dan gulung
Ada beberapa sifat material yang menarik bagi produsen gulungan dan pengguna gulungan. Ini dijelaskan di bawah ini.
Sifat fisik – Sifat fisis penting dari bahan rol yang diperlukan untuk penggilasan yang stabil adalah (i) modulus Young, (ii) rasio Poisson, (iii) koefisien muai panas, (iv) konduktivitas panas, dan (v) koefisien panas penularan. Sifat modulus Young dan rasio Poisson adalah untuk mengetahui batas-batas transformasi elastik dan plastis. Koefisien ekspansi termal adalah fungsi suhu dan biasanya bilangan konstan untuk rentang suhu yang kecil. Konduktivitas panas selalu untuk bahan yang gulungan dibuat. Koefisien transmisi panas sangat penting dan sangat dipengaruhi oleh permukaan gulungan dan material yang digulung.
Kekerasan – Pengukuran kekerasan cepat dan murah dan ada korelasi yang baik antara kekerasan dan sifat mekanik lainnya setidaknya untuk jenis bahan yang sama (komposisi yang sama, struktur mikro). Namun, dalam kasus gulungan, pembacaan kekerasan yang benar sulit diperoleh dan hubungan linier kekerasan dengan sifat lain selalu terbatas pada tingkat tertentu. Hal ini dikarenakan material roll memiliki variasi komposisi dan struktur yang luas. Oleh karena itu, pembacaan kekerasan lebih membingungkan daripada membantu dalam kasus gulungan. Pandangan produsen gulungan dan pengguna gulungan pada pembacaan kekerasan selalu berbeda satu sama lain.
Hanya kekerasan permukaan yang dapat diukur dalam gulungan tanpa merusak. Pengukuran dua dimensi ini biasanya dianggap mewakili volume tiga dimensi di belakang permukaan. Tetapi dalam gulungan ada gradien kekerasan karena variasi makroskopik dan mikroskopis yang disebabkan oleh pengecoran (penurunan kecepatan pemadatan dengan meningkatnya jarak dari permukaan) dan perlakuan panas (penurunan kecepatan pendinginan dengan meningkatnya jarak dari permukaan selama pendinginan dalam kaitannya dengan waktu-suhu- kurva transformasi). Kedalaman kekerasan lebih lanjut dipengaruhi oleh komposisi dan metode perlakuan panas.
Permukaan gulungan juga rentan terhadap beberapa hal. Mungkin ada penanganan yang salah, oksidasi, korosi, pengerasan kerja, tempering lokal dengan pembakaran selama penggilingan dll., dan dekarburisasi karena perlakuan panas. Semua ini dapat menyebabkan gradien mikroskopis positif atau negatif pada permukaan gulungan yang pada gilirannya berpengaruh pada kekerasan gulungan.
Tekanan sisa – Gulungan biasanya memiliki tegangan sisa. Tegangan sisa ini adalah dua dimensi pada permukaan dan tiga dimensi dalam volume. Di permukaan, tegangan radial adalah nol dan tegangan longitudinal (aksial) juga nol di tepi laras. Pada bagian utama laras, aksial dan keliling (tangensial) adalah sama dalam tanda dan ukuran. Pada garis tengah, dekat dengan daerah aksial gulungan, tegangan tangensial dan radial adalah sama dalam ukuran dan tanda. Di sini hubungan tegangan longitudinal terhadap tangensial/radial diberikan oleh hubungan diameter gulungan dengan panjang. Tegangan mana yang melebihi kekuatan material gulungan, menyebabkan kerusakan gulungan secara spontan. Patah dapat tegak lurus terhadap arah aksial jika tegangan longitudinal terlalu tinggi terlebih dahulu, atau patah dapat terjadi pada arah aksial jika tegangan tangensial/radial terlalu tinggi terlebih dahulu.
Tegangan sisa memiliki dampak yang tinggi pada kekuatan gulungan. Kekuatan kompresi meningkatkan kekuatan kelelahan, mengurangi perambatan retak, dan mengurangi tegangan geser pada permukaan roll barrel dan pengerasan kerja. Tegangan sisa tarik dapat menyebabkan kerusakan gulungan. Tegangan sisa kompresi dan tarik dalam gulungan saling mengimbangi di atas penampang gulungan. Tingkat tegangan sisa yang tepat diperlukan untuk dikontrol dalam gulungan.
Kekuatan kelelahan – Hal ini penting karena banyak kegagalan dalam gulungan terjadi karena kelelahan. Kelelahan terjadi karena perubahan beban serta karena tekanan berputar dan lentur. Takik dan retakan api berdampak besar pada kekuatan lelah.
Untuk baja homogen, kekuatan lelah lentur memiliki hubungan linier dengan kekerasan hingga batas dan di luar batas kekuatan lelah turun. Ada beberapa faktor yang mempengaruhi kelelahan tetapi bahan menjadi semakin rapuh dan sensitif terhadap takik, dan sedikit peningkatan tegangan membantu dalam memulai retak yang merambat di bawah beban berulang. Dalam kasus bahan heterogen seperti besi abu-abu, baja cor grafit, atau baja hiper eutektoid, kekuatan lelah lebih rendah daripada baja homogen dengan kekerasan yang sama.
Nilai kelelahan lentur putar selalu lebih tinggi dari kekuatan lelah tarik/kompresi. Oleh karena itu, pembengkokan berputar adalah alasan paling umum untuk kegagalan fatik jika terjadi gulungan.
Kekuatan aus – Keausan adalah prinsip penting dalam kasus gulungan. Namun, ada sejumlah besar parameter yang mempengaruhi keausan gulungan. Parameter ini dapat berupa (i) bahan terkait seperti komposisi, struktur mikro, dan kekerasan dll., (ii) sifat bahan yang berlawanan digulung, (iii) kondisi keausan seperti tingkat selip, tekanan, kecepatan, suhu, dan sistem pendingin dll., dan (iv) agen interaktif seperti air, pelumas dan semua jenis agen korosif. Semua parameter ini dapat sangat bervariasi.
Dalam rolling mills, keausan terjadi terutama di area gesekan tertinggi, yaitu antara gulungan dan material yang digulung. Keausan umumnya tidak merata pada laras di satu ujung ke ujung lainnya. Selain itu, permukaan gulungan dipengaruhi oleh perubahan suhu selama setiap putaran yang dapat menyebabkan keretakan api. Faktor lain yang mempengaruhi keausan gulungan adalah pendinginan gulungan. Bahan pendingin dapat mengandung bahan yang dapat membantu keausan.
Ketahanan aus dari gulungan dapat ditingkatkan dengan pemilihan kelas yang tepat dari bahan gulungan. Pengaruh kekerasan bahan gulungan terhadap ketahanan aus hanya sedikit. Kandungan elemen C dan paduan serta struktur mikro merupakan parameter yang lebih penting untuk ketahanan aus.
Gaya gesekan – Dalam rolling mill, gulungan dan bahan yang digulung keduanya ditekan bersama oleh beban yang sama. Oleh karena itu, untuk pergerakan material yang digulung di antara celah gulungan, diperlukan gaya. Besarnya gaya tergantung pada kondisi permukaan (bentuk, dan kekasaran dll.) serta pada koefisien gesekan antara bahan gulungan dan bahan yang digulung. Situasi di celah gulungan agak rumit.
Penggulungan terus menerus tanpa atau hanya tegangan minimum membutuhkan gesekan yang tinggi antara gulungan dan bahan yang digulung. Dalam kasus gesekan rendah, selip terjadi. Parameter kritis kondisi rolling untuk menghindari slip adalah sudut gigitan dan kecepatan rolling. Semakin tinggi kecepatan, semakin rendah sudut gigitan. Jika sudut gigitan terlalu tinggi untuk kecepatan rolling maka kecepatan rolling harus dikurangi atau permukaan gulungan perlu dimodifikasi untuk meningkatkan gesekan. Permukaan gulungan yang tidak rata atau memiliki pola retakan api berguna untuk meningkatkan gesekan.
Proses manufaktur
Aspek penting Penggulungan Gulungan Gulungan Panas di Pabrik Jalur Panas Pelat cor menerus dengan ketebalan lebih dari 200 mm digunakan untuk membuat strip canai panas. Transformasi slab menjadi lembaran/pelat dengan ketebalan hanya beberapa milimeter merupakan fase terpenting selama pengerolan ba
Proses rolling adalah proses industri yang paling umum digunakan untuk membuat penampang panjang besar seperti lembaran dan pelat baja dan aluminium untuk struktur dan pekerjaan lainnya. Pabrik penggilingan digunakan untuk melakukan proses penggilingan . Mesin-mesin ini tersedia dalam berbagai bentu
Dalam artikel ini, Anda akan mempelajari apa itu Rolling mill dan cara kerjanya dan 6 jenis rolling mill dengan dijelaskan dengan gambar. Anda juga dapat mengunduh file PDF dari postingan ini. Penggilingan dan Jenisnya Rolling mill adalah proses yang banyak digunakan dan yang paling mahal dalam h
Plat Gulungan digunakan untuk menggulung lembaran datar dari bahan biasanya baja, baja tahan karat atau aluminium. Aplikasi yang umum termasuk pembuatan barang-barang seperti kaleng, tangki, pipa, bejana tekan, trailer tanker, ember ekskavator, dan potongan logam bulat lainnya. Plate Rolls dapat dik