

Manufaktur industri
Mesin CNC
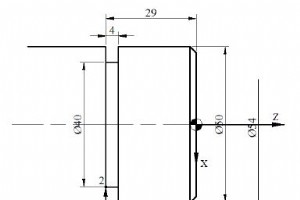
Dikirim oleh:Brian Ringkasan Program bubut cnc ini menunjukkan cara membuat alur pada sumbu X.Gambar juga menunjukkan bagaimana alat alur bergerak dengan program. Menggambar/Gambar Program CNC %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M09N70 M
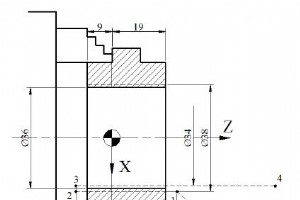
Dikirim oleh:BEATA Ringkasan Contoh program cnc yang sangat sederhana dan dasar yang menunjukkan bagaimana program bubut cnc sederhana dapat dibuat untuk membuat komponen.Program yang sama dapat digunakan untuk membuat rahang juga.Semua gerakan alat diberi nama dalam gambarnya. Menggambar/Gambar P
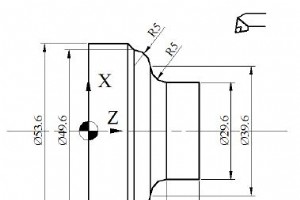
Dikirim oleh:programmer cnc Ringkasan Contoh program bubut cnc sederhana untuk menunjukkan bagaimana program bubut cnc dapat dibuat untuk memutar kontur sederhana dengan Radius di dalamnya.Beberapa diameter dipotong dan Radius Searah Jarum Jam dan Berlawanan Arah Jarum Jam dikerjakan. Menggambar/Ga
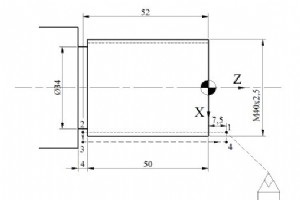
Dikirim oleh:Brian Ringkasan Program bubut cnc yang sangat sederhana dan mendasar untuk memotong utas pada suatu komponen.Program ini menggunakan G-Code G33 Threading untuk memotong utas.Hanya satu pemotongan yang diprogram di sini, Anda dapat menambahkan pemotongan sebanyak yang diperlukan sesuai
Tabel konversi inci ke mm untuk masinis cnc untuk memudahkan pekerjaan mereka. Tabel Konversi Inci ke MM 0”+ =mm 1”+ =mm 2”+ =mm 3”+ =mm 4”+ =mm 1/64 0,397 0 25.400 0 50.800 0 76.200 0 101.600 32/1 0,794 1/64 25.797 1/64 51.197 1/64 76.597 1/64 101.997 3/64 1.191 32/1 26.194 32/1 51.594 32/1 76

Mori Seiki NMV Programming G-codes dan M-codes daftar lengkap untuk pemrogram ahli mesin cnc yang bekerja di pusat permesinan Mori Seiki. Gambar:HEINZ BAUMGARTNER AG Kode G dan M ini berlaku untuk Model Mori Seiki berikut dengan unit NC yang tercantum di bawah. Model NMV1500 DCG NMV3000 DCG NM
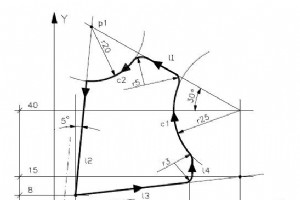
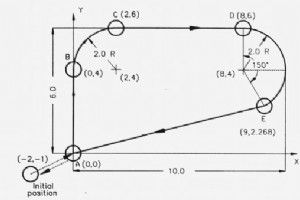
Contoh Pemrograman Osai GTL untuk ahli mesin cnc yang mengerjakan mesin cnc dengan kontrol cnc Seri 10 Osai. Contoh Pemrograman Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10
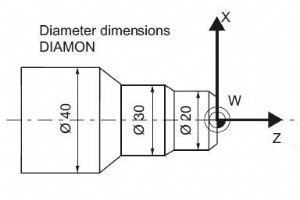
Sinumerik DIAMOF, DIAMON, DIAM90 Bubut CNC Sumbu X (sumbu melintang) diprogram sebagai dimensi diameter. Bila perlu, dimungkinkan untuk beralih ke dimensi radius dalam program. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dimensioni

WinNC EMCO WinNC memberikan kesempatan kepada masinis/programmer/siswa cnc untuk menginstal beberapa perangkat lunak kontrol cnc pada satu PC/laptop, sehingga mereka dapat dilatih tentang semua kontrol industri CNC yang umum di pasaran.Hingga sembilan cnc berbeda kontrol dapat diinstal pada satu pc

EMCO WinNC GE Series Fanuc 0-MC memprogram kode G / kode M daftar lengkap. Kode G Kode G Deskripsi G00 Posisi (Lintasan Cepat) G01 Interpolasi Linear G02 Interpolasi Melingkar Searah Jarum Jam G03 Interpolasi Melingkar Berlawanan Arah Jarum Jam G04 Tinggal G09 Berhenti Tepat G10 Pengaturan

EMCO WinNC SINUMERIK 810/820 T Menghidupkan kode G pemrograman / kode M / daftar lengkap Siklus. Kode G Kode G Deskripsi G00 Posisi (lintasan cepat) G01 Interpolasi linier G02 Interpolasi melingkar searah jarum jam G03 Interpolasi melingkar berlawanan arah jarum jam G04 Tinggal G09 Berhenti t

EMCO WinNC SINUMERIK 810/820M Penggilingan pemrograman kode G / kode M / Daftar lengkap siklus. Kode G Kode G Deskripsi G00 Melintasi cepat G01 Interpolasi linier G02 Interpolasi melingkar searah jarum jam G03 Interpolasi melingkar berlawanan arah jarum jam G04 Tinggal G09 Berhenti tepat sec

EMCO WinNC Heidenhain TNC 426 Daftar lengkap kode M pemrograman percakapan. Kode M Kode M Deskripsi M0 Penghentian terprogram M1 Penghentian opsional (penghentian program hanya dengan penghentian pengoptimalan) M2 Program berakhir M3 Spindel AKTIF searah jarum jam M4 Spindel AKTIF berlawanan

EMCO WinNC GE Series Fanuc 21 TB memprogram kode G / kode M / daftar lengkap Siklus. Kode G Kode G Deskripsi G00 Posisi (lintasan cepat) G01 Interpolasi linier (umpan) G02 Interpolasi melingkar searah jarum jam G03 Interpolasi melingkar berlawanan arah jarum jam G04 Tinggal G7.1 Interpolasi

EMCO WinNC GE Series Fanuc 21 MB memprogram kode G / kode M daftar lengkap. Kode G Kode G Deskripsi G00 Posisi (Lintasan Cepat) G01 Interpolasi Linear G02 Interpolasi Melingkar Searah Jarum Jam G03 Interpolasi Melingkar Berlawanan Arah Jarum Jam G04 Tinggal G09 Berhenti Tepat G10 Pengaturan

EMCO WinNC GE Series Fanuc 0-TC memprogram kode G/kode M daftar lengkap. Kode G Kode G Deskripsi G00 Posisi (lintasan cepat) G01 Interpolasi linier (umpan) G02 Interpolasi melingkar searah jarum jam G03 Interpolasi melingkar berlawanan arah jarum jam G04 Tinggal G7.1 Interpolaton Silinder G
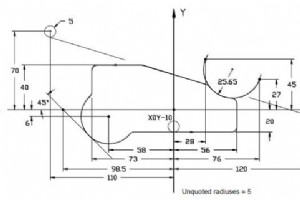
Dikirim oleh:BEATA Menggambar/Gambar Program CNC N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-

Dikirim oleh:BEATA Menggambar/Gambar Program CNC N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13
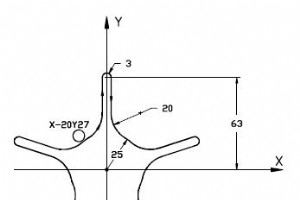
Dikirim oleh:Brian Menggambar/Gambar Program CNC N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I
Fagor 8070 memprogram kode G / kode M daftar lengkap. Penggilingan Fagor 8070 M Kode G Kode G Deskripsi G00 Melintasi cepat. G01 Interpolasi linier. G02 Interpolasi melingkar (heliks) searah jarum jam. G03 Interpolasi melingkar (heliks) berlawanan arah jarum jam. G04 Tinggal G05 Pembulatan s
Mesin CNC
CNC G02 Interpolasi Melingkar Searah Jarum Jam Program Contoh Penggilingan CNC
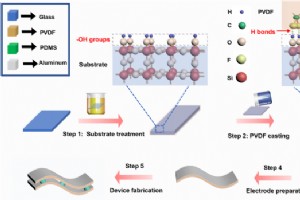
Self-Polarisasi Film PVDF Dipicu oleh Perlakuan Hidrofilik untuk Sensor Piroelektrik dengan Kebisingan Piezoelektrik Ultra-Rendah

Aditya Birla Group berencana untuk meningkatkan kapasitas bisnis material tingkat lanjut

Bermigrasi ke Python 3

