Manufaktur industri
Mesin CNC
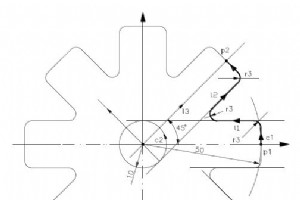
Contoh program Seri 10 Osai menggunakan Osai GTL (Bahasa Pemrograman Geometrik Tingkat Tinggi). Contoh Pemrograman Geometrik Tingkat Tinggi Osai (GTL) Pengulangan profil dijalankan dengan 2 lintasan N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0
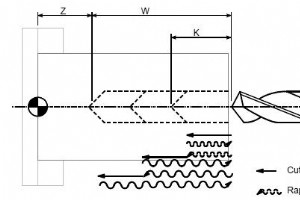
Makro Pengeboran Fanuc Peck Pindahkan alat terlebih dahulu sepanjang sumbu X dan Z ke posisi di mana siklus pengeboran dimulai. Tentukan Z atau W untuk kedalaman lubang, K untuk kedalaman pemotongan, dan F untuk laju gerak makan pemotongan untuk mengebor lubang. Mengikuti Custom Macro berfungsi pa
Dikirim oleh:Vikram Ringkasan Program mesin bubut CNC yang mengerjakan alur panjang pada sumbu x menggunakan siklus alur G75, lalu membagi komponen yang sama menggunakan siklus alur G75. Menggambar/Gambar Program CNC G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.
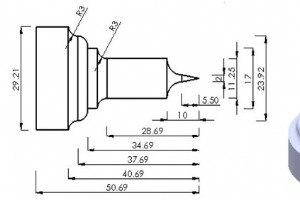
Dikirim oleh:Vikram Ringkasan Program mesin bubut CNC yang memotong kontur luar secara menyeluruh pada komponen menggunakan siklus G72 Facing. Menggambar/Gambar Program CNC G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69
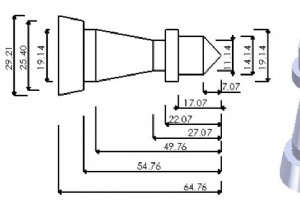
Dikirim oleh:Vikram Ringkasan Program bubut CNC yang mengerjakan komponen lengkap, di luar profil lengkap diputar menggunakan siklus balik G71, siklus G71 digunakan dua kali. Menggambar/Gambar Program CNC G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01
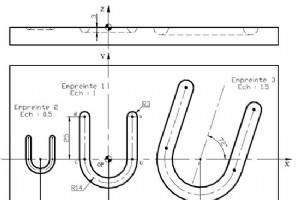
Dikirim oleh:BEATA Ringkasan Contoh program Num CNC menggunakan G-Codes G74 G77 G59 dll.Faktor Penskalaan G74 mengaktifkanG77 Cabang tanpa syarat ke subrutin atau urutan blok dengan returnG59 Program origin offset Menggambar/Gambar Program CNC Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G
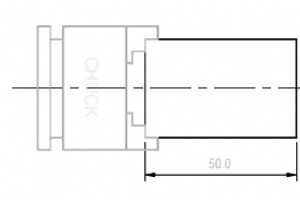
Dikirim oleh:Programmer CNC Ringkasan Program bubut CNC untuk mengebor sepotong bahan kuningan pada kedalaman 40mm dengan bor berdiameter 22mm. Menggambar/Gambar Program CNC G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
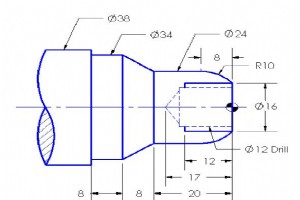
Dikirim oleh:BEATA Ringkasan Program bubut CNC untuk memotong Pengeboran Pembubutan Luar dan Pengeboran Dalam,Siklus G Berikut Kode yang digunakan dalam program bubut cnc ini,Pembubutan OD Kasar dengan Siklus Pembubutan G71Pembubutan OD Selesai dengan Siklus Pembubutan G70 ID Drilling dengan G74 Pe
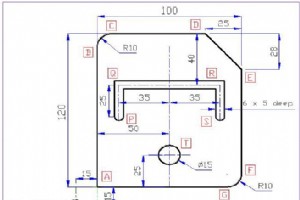
Dikirim oleh:BEATA Ringkasan T. Tulis Program Komponen CNC untuk gambar yang ditampilkan Untuk side milling, ambil kecepatan 1200 rpm &feed 100 mm/mntUntuk lubang bor, ambil kecepatan 1200rpm &feed 80mm/mntUntuk slot milling, ambil kecepatan 1200rpm &feed 120mm/mnt Ambil diameter lubang sebagai 15
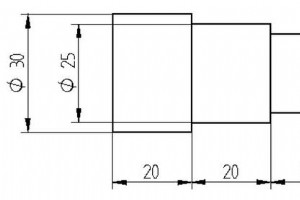
Dikirim oleh:Vikram Ringkasan Tulislah program ISO untuk operasi pembalikan langkah komponen yang ditunjukkan pada gambar menggunakan siklus kalengan. Diameter benda kerja =30mm Menggambar/Gambar Program CNC N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G
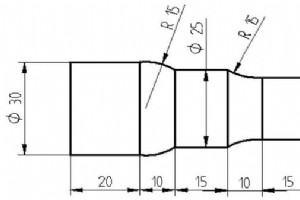
Dikirim oleh:Vikram Ringkasan Tulis pemrograman bubut CNC untuk mesin yang dikontrol FANUC menggunakan siklus kalengan. Ambil diameter benda kerja =30mm, kedalaman potong =0,5mm, kecepatan =1200rpm. Asumsikan feed dan data lainnya sesuai. Menggambar/Gambar Program CNC N0 G90 F0.5 S1200 T0101 M03N1
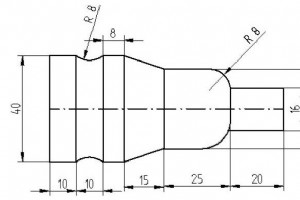
Dikirim oleh:Vikram Ringkasan Tulis program bagian untuk Mesin Bubut CNC yang dikontrol FANUC untuk komponen yang diberikan menggunakan siklus kalengan. Ambil kedalaman potong 0,5mm &kecepatan 1200rpm. Asumsikan kondisi pemotongan dan alat pemotong yang sesuai. Menggambar/Gambar Program CNC To det
Dikirim oleh:Vikram Ringkasan Tulis program bubut CNC untuk mesin yang dikontrol FANUC menggunakan kode subrutin. Ambil diameter benda kerja =40mm, kedalaman potong =0,5mm, kecepatan =1200rpm. Asumsikan feed dan data lainnya sesuai. Menggambar/Gambar Program CNC Main Program:N0 G90 F0.2 S1200 T010
Dikirim oleh:Programmer CNC Ringkasan Contoh pemrograman bubut CNC menggunakan G76 untuk memotong ulir tangan kiri pada komponen dan Grooving menggunakan G75 Grooving Cycle. Menggambar/Gambar Program CNC N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20
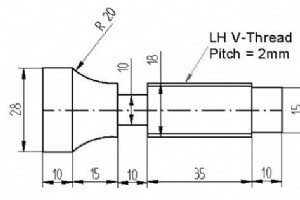
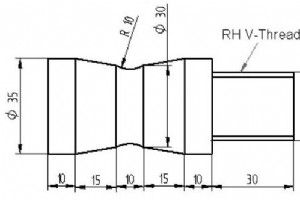
Dikirim oleh:Programmer CNC Ringkasan Program bubut CNC untuk memotong ulir LH (tangan kiri) pada komponendan juga untuk memotong profil komponen menggunakan siklus balik G71,Grooving menggunakan siklus grooving G75.Tulis pemrograman bagian ISO untuk Mesin Bubut CNC yang dikendalikan FANUC mengguna
Dikirim oleh:Vikram Ringkasan Tulis pemrograman bubut CNC untuk mesin yang dikendalikan FANUC. Ambil diameter benda kerja =30mm, kecepatan =1200rpm. Asumsikan feed dan data lainnya sesuai. Program ini menggunakanG73 Pattern Repeating CycleG76 Threading Cycle Menggambar/Gambar Program CNC N5 G90 F
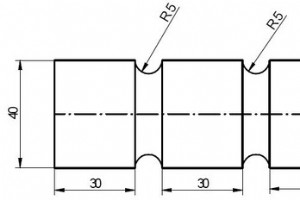
Dikirim oleh:Vikram Ringkasan Program bubut CNC yang memanggil subprogram beberapa kali untuk memotong pola yang sama.Subprogram menggunakan UW, bukan XZ untuk membuat porgram lebih mudah dipahami dan di-debug. Menggambar/Gambar Program CNC Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20
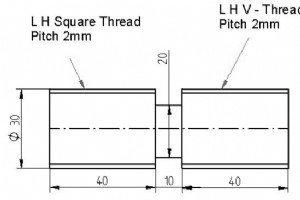
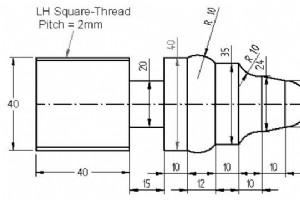
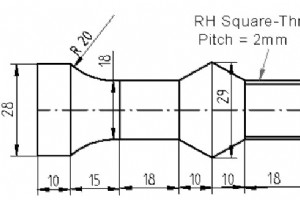
Dikirim oleh:Vikram Ringkasan Sekrup dengan ulir pada kedua ujungnya (sekrup dowel) dapat dengan mudah diproduksi pada mesin bubut cnc menggunakan siklus penguliran G76.Program berikut memotong sekrup yang sama dengan RH (ulir kanan) di satu ujung dan LH (ulir kiri) di ujung lainnya menggunakan sik
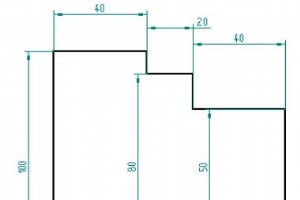
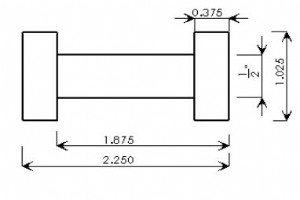
Dikirim oleh:Jack Ringkasan Program cnc yang sangat sederhana dari contoh kelas cnc saya. Menggambar/Gambar Program CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
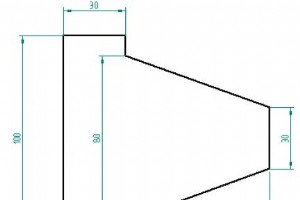
Dikirim oleh:Brian Ringkasan Program cnc yang sangat mendasar dan sederhana untuk memotong lancip pada mesin bubut cnc. Menggambar/Gambar Program CNC N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
Mesin CNC