Manufaktur industri
Mesin CNC

Daftar kode Fanuc 31i G untuk programmer masinis cnc yang bekerja di pusat permesinan cnc dengan kontrol cnc Fanuc 30i 31i 32i. Kontrol Fanuc CNC Daftar kode g berikut juga berlaku untuk mengikuti kontrol cnc. Seri Fanuc 30i/300i/300is-MODEL A Seri Fanuc 31i/310i/310is-MODEL A5 Seri Fanuc 31i/31

Denford Mirac PC adalah pusat mesin bubut CNC 2 sumbu serbaguna, ideal untuk semua tingkat pendidikan dan pelatihan teknis.Berikut adalah daftar lengkap Kode G &M Bubut CNC Denford Mirac PC. Denford Mirac PC Bubut CNC Daftar Kode-G PC Mirac Kode G Fungsi G00 Posisi (Lintasan Cepat) G01 Interpola

Okuma M203 adalah salah satu Fungsi Pengurangan Waktu Operasi.Catatan: Gunakan M203 dengan hati-hati. Perintah Lepas Turret Okuma M203 NC secara bersamaan melepaskan klem turret dan menyebabkan pergerakan sumbu saat menerima perintah M203.Perintah M203 hanya efektif jika ditentukan dengan G00 di bl
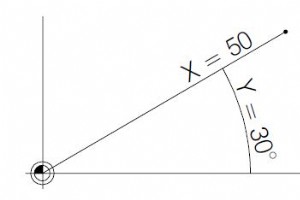
G15 Interpolasi Koordinat Polar Akhir G15 Interpolasi Koordinat Kutub Akhir Pemrograman G15 G16 Memulai Interpolasi Koordinat Kutub G16 Memulai Interpolasi Koordinat Kutub Pemrograman G16 Antara titik G16 dan G15 dapat ditentukan oleh koordinat kutub. Pemilihan bidang di mana koordinat kutub dap
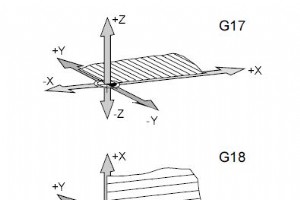
Pemilihan Pesawat Fanuc G17 G18 G19 Dengan G17 G18 G19 bidang akan ditentukan, di mana interpolasi melingkar dan interpolasi koordinat kutub dapat dilanjutkan dan di mana kompensasi radius pemotong akan dihitung.Dalam sumbu vertikal ke bidang aktif, kompensasi panjang pahat akan menjadi melanjutkan
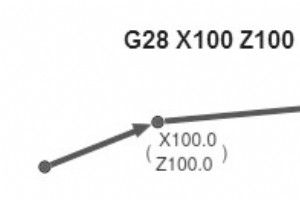
Titik Referensi Pendekatan Fanuc G28 Dengan G28 titik referensi akan didekati melalui posisi perantara (X, Y, Z). Pertama adalah pergerakan ke X, Y dan Z, kemudian titik referensi akan didekati. Kedua gerakan terjadi dengan G00! Pergeseran G92 akan dihapus. Pemrograman N... G28 X... Y... Z... Par
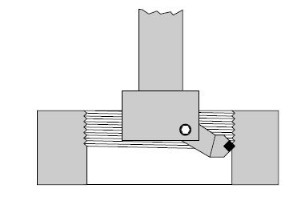
Pemotongan Benang Fanuc G33 Dengan alat pas (membosankan atau menghadap ke kepala), utas dapat dipotong. Catatan Sakelar pengesampingan pengumpanan dan spindel tidak aktif saat G33 (100%). Pemrograman N... G33 Z... F.. Parameter Parameter Deskripsi F Jarak benang [mm] Z Kedalaman utas

Kompensasi Panjang Alat G43 positif Dengan G43, nilai dari register offset (OFFSET) dapat dipanggil dan ditambahkan ke panjang pahat.Untuk semua gerakan Z berikut (dengan bidang XY aktif – G17) dalam program, nilai ini akan ditambahkan. Pemrograman N... G43 H... Contoh N... G43 H05 Nilai, yang d
Dikirim oleh:Programmer CNC Ringkasan Haas Corner Rounding dan ChamferingUntuk chamfer ,C dengan panjang chamfer ditunjukkan digunakan.Untuk radius a ,R dengan ukuran radius ditunjukkan.Blok chamfering atau sudut pembulatan dapat disisipkan di antara dua blok linier atau G01. Kedua blok ini menentu

Pengeboran Standar ECS G81 siklus Entri Data diaktifkan, dalam mode MDI dan Edit, melalui urutan tombol berikut: Pemrograman G81 <ENT=..> <RAP=..> <RAL=..> Parameter Parameter Deskripsi THT Kutipan kedalaman tercapai di feed aktif RAP Kuota tercapai dengan cepat di awal sikl
ECS G81/3 – Pengeboran 3 Lapisan Dengan siklus ini dimungkinkan untuk mengebor lubang yang menentukan dua zona di mana mata bor akan maju pada umpan yang berbeda (biasanya lebih rendah) daripada yang diprogram dengan instruksi F…. Entri Data siklus diaktifkan, dalam mode MDI dan Edit, melalui urut
Pengeboran ECS G82 dengan Dwell untuk pemecahan chip Satu-satunya perbedaan antara siklus ini dan pengeboran standar G81 adalah pendiaman yang dilakukan oleh mata bor setelah mencapai kutipan Kedalaman (THT) untuk memecahkan chip. Siklus Entri Data diaktifkan, dalam mode MDI dan Edit, melalui urut
ECS G83 Deep Drilling dengan pembersihan Siklus ini biasanya digunakan untuk mengebor lubang yang dalam. Mata bor pertama akan mencapai kuotasi yang ditentukan dengan parameter INI . Setelah itu akan kembali dengan cepat ke RAP mengutip. Lain kali bit akan memajukan entitas yang diberikan oleh (INI
ECS G83/r Deep Drilling dengan Dwell untuk pemecahan chip Perbedaan antara siklus ini dan pengeboran dalam G83 adalah: Di akhir setiap langkah pengeboran, tinggal TIM akan dieksekusi detik untuk memecahkan chip. Di akhir stay, bit tidak dipindahkan dengan cepat ke RAP kutipan tetapi segera memulai
Penyadapan ECS G84 Siklus ini digunakan untuk melakukan tap pada saat spindel Mesin Milling tidak dilengkapi dengan transduser posisi. Dalam hal ini disarankan juga untuk menggunakan keran dengan kompensator mekanis. Perlu juga untuk memverifikasi bahwa: Umpan Terprogram [mm/mnt] =Kecepatan Terpro
Siklus Membosankan ECS G85 Satu-satunya perbedaan antara siklus ini dan Pengeboran Standar G81 adalah alat kembali ke RAL kutipan dilakukan di feed yang berfungsi, antara ENT dan RAP , dan dengan cepat (G00 ) dari RAP ke RAL . Entri Data siklus diaktifkan, dalam mode MDI dan Edit, melalui urutan t
ECS G86 Membosankan dengan Spindle stop Cycle Satu-satunya perbedaan antara siklus ini dan Pengeboran Standar G81 adalah spindel mencapai ENT kutipan dihentikan Ini akan dimulai kembali hanya ketika alat mencapai RAL dengan cepat kutipan. Entri Data siklus diaktifkan, dalam mode MDI dan Edit, mela
ECS G87 Membosankan dengan Siklus Retraksi Siklus ini berbeda dengan “Boring with Spindle Stop” G86 karena dalam kasus ini, saat alat mencapai ENT kutipan, spindel tidak hanya berhenti, tetapi diorientasikan pada posisi tertentu (melalui Fungsi M19), terlepas dengan gerakan di X dan Y dan akhirnya
ECS G89 Membosankan dengan Siklus Tetap Siklus ini berbeda dari siklus Boring standar G85 yang memungkinkan untuk memprogram waktu tunda (TIM dtk) antara kedatangan ke ENT kutipan, ke awal gerakan, dilakukan di umpan kerja, untuk mencapai RAP kutipan. Entri Data siklus diaktifkan, dalam mode MDI d

Perintah Osai 10 Series SSL digunakan dengan G96 untuk menyetel rpm maksimum yang boleh dijalankan spindel selama CSS. Pemrograman SSL=value Parameter Parameter Deskripsi nilai Merupakan nilai yang dapat diprogram langsung dengan angka desimal atau tidak langsung dengan parameter E. Contoh SSL
Mesin CNC