Manufaktur industri
Mesin CNC
Osai UGS (UCG) – Gunakan Skala Grafis (Plot mesin) Perintah Osai 10 Series UGS menginisialisasi tampilan grafik dan menetapkan batas dan orientasi tampilan grafik. Pemrograman (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Parameter Parameter Deskripsi orientasi kapak Merup

Perintah Osai CGS (CLG) Perintah Osai CGS menghapus profil dari layar meninggalkan sistem koordinat. Pemrograman (CGS)
Perintah Osai DGS (DCG) Perintah Osai DGS menonaktifkan tampilan grafik, menghapus profil yang ditampilkan, dan menghapus sistem koordinat dari layar. Setelah menggunakan perintah DGS, Anda perlu menggunakan perintah UGS lain untuk menginisialisasi ulang tampilan grafik. Pemrograman (DGS)
Perintah DIS Osai Perintah Osai DIS memungkinkan nilai ditampilkan ke operator. Kontrol akan menampilkan nilai di area layar yang dicadangkan untuk komunikasi dengan operator. Pemrograman (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Parameter Parameter Deskripsi operan Itu bisa beru
Komentar di Program Anilam Di Anilam CNC pemrogram dapat menggunakan tanda bintang (*) untuk membuat komentar dalam Daftar Program atau untuk menutupi semua atau sebagian blok dari CNC.Ketika tanda bintang ditempatkan sebelum string teks, CNC mengabaikan semua teks di sebelah kanan. Contoh Program
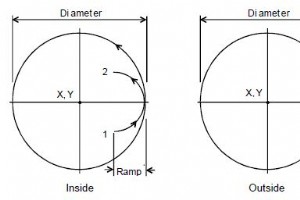
Siklus Profil Edaran G171 Anilam G171 Circular Profile Cycle membersihkan profil dalam atau luar lingkaran yang ada. Pemrograman G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Parameter Parameter Deskripsi X X koordinat pusat. Default:posisi sekarang. Opsional. Y Koordinat Y dari pusat. Default:posi
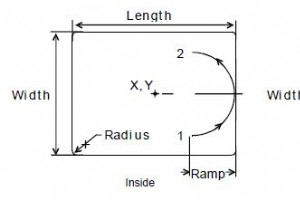
Siklus Profil Persegi Panjang Anilam G172 Anilam G172 Rectangular Profile Cycle membersihkan bagian dalam atau luar profil persegi panjang. Pemrograman G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Parameter Parameter Deskripsi X X koordinat pusat. Jika tidak ada koordinat yang dimasukkan, CNC
Siklus Pengeboran Lubang Dalam Berkecepatan Tinggi Okuma G73 G73 Siklus Pengeboran Lubang Dalam Berkecepatan Tinggi Pemrograman G73 X__Y__Z__R__P__Q__F__ Parameter Parameter Deskripsi X,Y Nilai koordinat posisi lubang Z Level dasar lubangDalam mode G90: Posisi dalam sistem koordinat yang dipilih
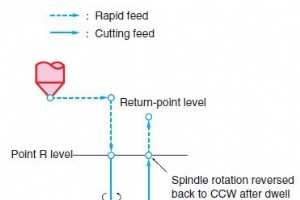
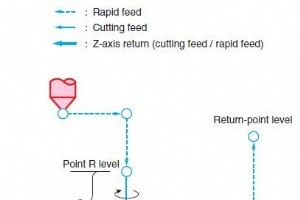
Siklus Penyadapan Terbalik Okuma G74 G74 Siklus Penyadapan Terbalik Pemrograman G74 X__Y__Z__R__P__Q__F__ Parameter Parameter Deskripsi X,Y Nilai koordinat posisi lubang Z Level bawah lubangDalam mode G90:Posisi dalam sistem koordinat yang dipilihDalam mode G91:Jarak dari titik level R R Titik R
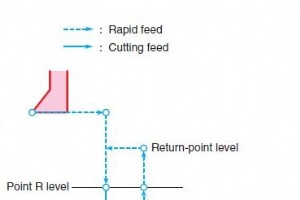
Siklus Pengeboran Halus Okuma G76 G76 Siklus Pengeboran Halus Pemrograman G76 X__Y__Z__R__Q__(I__J__) P__F__ Parameter Parameter Deskripsi X,Y Nilai koordinat posisi lubang Z Level dasar lubang R Titik R level Q Jumlah shift (Lihat penjelasan di bawah.) I,J Jumlah shift (Lihat penjelasan di ba
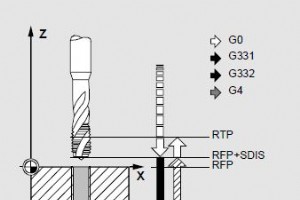
Siklus Sinumerik CYCLE84 Rigid Tapping CYCLE84 menghasilkan lubang tapped tanpa menggunakan tapholder mengambang.CYCLE84 hanya dapat diterapkan jika spindel yang ditujukan untuk pengeboran mampu bekerja dalam mode spindel terkontrol posisi. Pemrograman CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MP
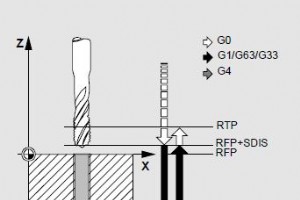
Sinumerik CYCLE840 Mengetuk dengan Tapholder Mengambang Dengan siklus Sinumerik CYCLE840, lubang tap dapat dibuat dengan tapholder mengambang tanpa encoder dengan encoder. Untuk mengetuk tanpa tapholder mengambang (rekaman kaku) CYCLE84 digunakan. Pemrograman CYCLE840 (RTP, RFP, SDIS, DP, DPR, D
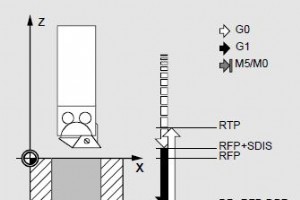
Sinumerik CYCLE85 Bore 1 Dalam siklus “Bore 1” CYCLE85, gerakan ke dalam dan ke luar dilakukan pada laju gerak makan yang harus ditentukan berdasarkan parameter yang relevan. Pemrograman CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parameter Parameter Deskripsi RTP Pesawat pulang (mutlak) R
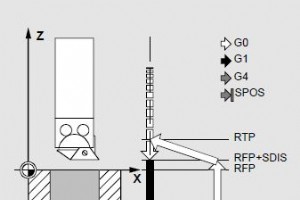
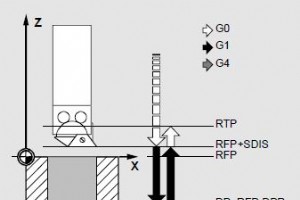
Sinumerik CYCLE86 Bore 2 Dalam siklus “Bore 2” CYCLE86, penghenti spindel yang berorientasi dilakukan saat mencapai kedalaman pengeboran. Alat kemudian berjalan dengan traverse cepat ke posisi kembali terprogram dan dari sana ke bidang kembali. Siklus CYCLE86 hanya dapat digunakan jika spindel yan
Sinumerik CYCLE87 Bore 3 Dalam siklus Sinumerik CYCLE87 “Bore 3”, penghentian spindel tanpa orientasi dilakukan saat mencapai kedalaman pengeboran akhir, diikuti dengan penghentian terprogram. Dengan menekan tombol Mulai NC, gerakan ke atas dilanjutkan dengan traverse cepat hingga bidang retraksi t
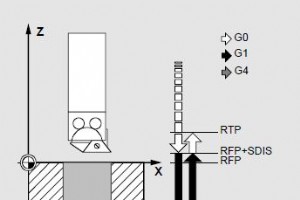
Sinumerik CYCLE88 Bore 4 Dalam siklus Sinumerik CYCLE88 “Bore 4”, waktu tunda dipengaruhi untuk mencapai kedalaman pengeboran akhir bersama dengan penghenti spindel tanpa orientasi dan penghenti terprogram. Dengan menekan tombol Mulai NC, gerakan ke atas dilakukan dengan traverse cepat hingga bidan
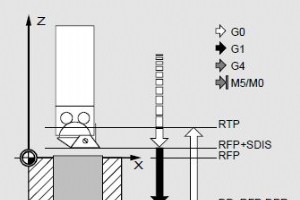
Sinumerik CYCLE89 Bore 5 Dalam siklus Sinumerik CYCLE89 “Bore 5”, gerakan ke dalam dan ke atas dilakukan pada nilai F yang diprogram sebelum panggilan siklus. Saat mencapai kedalaman pengeboran akhir, waktu tunda dapat diterapkan. Pemrograman CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) Parameter Param

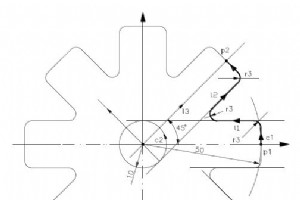
Osai GTL (PROGRAM GEOMETRIK TINGKAT TINGGI) Sistem CNC Seri 10 Osai memungkinkan untuk memprogram profil geometris di pesawat menggunakan bahasa pemrograman standar (G1-G2-G3) atau GTL, bahasa pemrograman tingkat tinggi. Osai GTL memungkinkan untuk menggunakan informasi yang diberikan oleh gambar
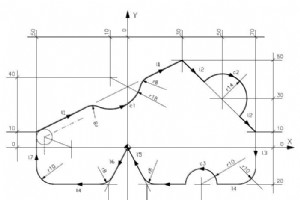
Contoh Pemrograman Seri 10 Osai menggunakan Osai GTL (bahasa pemrograman tingkat tinggi). Contoh Pemrograman Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N1
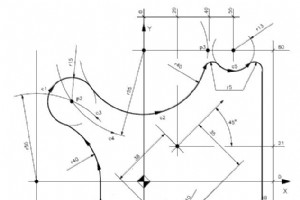
Seri Osai 10 memungkinkan pemrogram untuk membuat program cnc menggunakan bahasa pemrograman standar (G1-G2-G3) atau GTL, bahasa pemrograman tingkat tinggi (GTL).Berikut contoh lengkap pemrograman Osai GTL. Contoh Program Osai CNC GTL N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=
Mesin CNC