Manufaktur industri
Mesin CNC

Kesalahan kontrol mesin Mazak CNC Daftar untuk MAZATROL MATRIX dll. Untuk daftar alarm Mazak lainnya, kunjungi halaman berikut. Kesalahan Sistem/Drive Mazak ( No. 1 – No. 99, No. 1000 – No. 1099 ) Kesalahan kontrol mesin Mazak CNC ( No. 100 – No. 199, No. 1100 – No. 1199 ) Kesalahan kontrol mesi

Daftar kesalahan operasi layar Mazak CNC untuk MAZATROL MATRIX dll. Untuk daftar alarm Mazak lainnya, kunjungi halaman berikut. Kesalahan Sistem/Drive Mazak ( No. 1 – No. 99, No. 1000 – No. 1099 ) Kesalahan kontrol mesin Mazak CNC ( No. 100 – No. 199, No. 1100 – No. 1199 ) Kesalahan kontrol mesin

Daftar Kode G Kontrol CNC Makino Professional 3 (Makino Pro 3) untuk ahli mesin cnc yang mengerjakan mesin CNC dengan kontrol CNC Makino Pro 3 (Fanuc 16i/18i). Kode Makino Pro 3G Kode G Fungsi G00 Pemosisian Cepat G01 Interpolasi Linier (Kecepatan Umpan) G02 CW Interpolasi Melingkar/Heliks G03

Daftar Kode M Kontrol CNC Makino Professional 3 (Makino Pro 3) untuk ahli mesin cnc yang mengerjakan mesin CNC dengan kontrol CNC Makino Pro 3 (Fanuc 16i/18i). Kode Makino Pro 3M Kode M Standar Kode M Deskripsi M000 Penghentian Program M001 Penghentian Opsional M002 Akhir Program M003 Spindel

Daftar lengkap Pesan Kesalahan Fadal dan Kode Kesalahan Darurat untuk Pemecahan Masalah mesin CNC Fadal Pesan Kesalahan Fadal Mode Mutlak Diperlukan di N = CNC harus dalam mode G90 (absolut) selama semua fungsi probe. Fungsi probe L9101 diprogram dalam mode G91 (incremental). Kesalahan Amplifier

Daftar Alarm Fadal PLC / Pesan PLC untuk Pusat Pemesinan Fadal (Kontrol CNC GE FANUC 0i MC). Alarm PLC ALARM DESKRIPSI 1002 GAGAL SAKLAR PINTU GANDA 1003 HEMAT DAYA M02, RESET KE HAPUS 1005 PINTU TERBUKA, MDI TOOL CHG ALRM 1016 Alat AKHIR AKHIR GANTI ALAT DAN RESET PADA LAYAR MASA PAKAI ALAT

Fadal G Codes M Codes Memperbaiki Subrutin dll. untuk masinis cnc yang mengerjakan Fadal VMC. Kode G Kode G Deskripsi G0 Perjalanan Cepat G1 Interpolasi Linear G2 Interpolasi Melingkar (Searah Jarum Jam) G3 Interpolasi Melingkar (Berlawanan Arah Jarum Jam) G4 Dwell P=Waktu dalam MilidetikJuga

Fanuc 0i / 0i Mate Kode Alarm untuk teknisi CNC. Fanuc 0i Alarm Kesalahan program (alarm P/S) Kesalahan program/Alarm pada program dan operasi (alarm P/S) 0 HARAP MATIKAN DAYA ALARM PARITAS 1 TH 2 ALARM PARITAS TV 3 TERLALU BANYAK DIGIT 4 ALAMAT TIDAK DITEMUKAN 5 TIDAK ADA DATA SETELAH ALAMAT 6
Contoh Program GSK 980 TDc, contoh program cnc ini menggunakan kode G Interpolasi Edaran G02 G03.Program CNC menunjukkan bagaimana dua busur dapat digabungkan dalam program cnc GSK 980 TDc. Contoh Pemrograman GSK 980 TDc Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle

Citizen Cincom E32 IV G Codes &M Codes untuk programmer masinis cnc. Kode G Kode G Fungsi G00 Umpan Cepat G01 Interpolasi Linear G02 Interpolasi Melingkar (Searah Jarum Jam) G03 Interpolasi Melingkar (Berlawanan Arah Jarum Jam) G04 Tinggal G28 Pengembalian Titik Referensi G32 Memotong Benan

Berikut ini adalah daftar Kode Alamat yang digunakan dalam pemrograman Haas Mill. Gerakan Putar Sumbu Keempat (Pengaturan 30, 34, 48, 108)Karakter alamat A digunakan untuk menentukan gerakan untuk sumbu keempat, A, opsional. Ini menentukan sudut dalam derajat untuk sumbu putar. Itu selalu diikuti
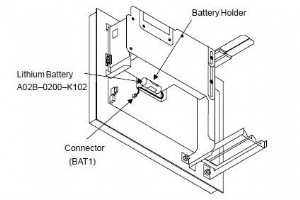
Seri Fanuc 15i 150i Metode Penukaran Baterai Fanuc Waktu dari melepaskan kabel baterai lama untuk menghubungkan kabel baterai baru harus lebih pendek dari 5 menit.Pengaturan BIOS tidak terhapus ketika prosedur di bawah ini dilakukan dengan benar. Namun jika pengaturan BIOS dihapus, pijatan berikut d
Contoh program lengkap untuk mesin bubut NUM CNC, dalam program cnc ini kontur luar pertama diputar dan kemudian alur dikerjakan dengan alat terpisah. NUM G Kode Bubut CNC NUM Kode M Bubut CNC Contoh Program NUM 760 T %159N1 (AXE)N10 G90 G71 G80 G40 G92 S3000N20 G0 G52 X0 Z0(FINISHING CONTOUR)N3
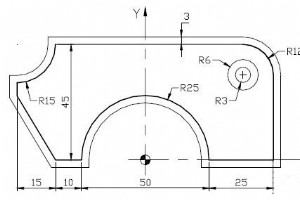
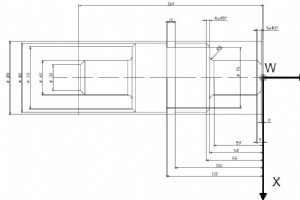
NUM Contoh Program Penggilingan CNC Pemotongan Kontur Luar dengan Pengeboran tembus dan Counterbore hingga kedalaman 5 mm. Contoh Program NUM CNC Mill %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33
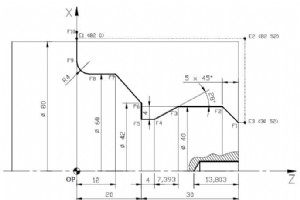
Dikirim oleh:BEATA Ringkasan Contoh program bubut NUM CNC yang menunjukkan penggunaan NUM siklus cnc,G64 Turn/Face roughing cycleG65 Groove roughing cycleG87 Drilling cycle with chip breakingBeberapa perkakas digunakan untuk menyelesaikan seluruh operasi pemesinan cnc ini. Menggambar/Gambar Progra
Dikirim oleh:BEATA Ringkasan Contoh program penggilingan NUM CNC yang menunjukkan cara kerja banyak Siklus NUM seperti siklus Saku Sederhana G45, dll.Siklus NUM G-Codes berikut digunakan dalam contoh program cnc ini G45 Siklus saku sederhanaG71 Input data metrikG81 Siklus pengeboran tengahG80 Pemb
Haas CNC Milling Circular Interpolation Penjelasan Pemrograman dengan contoh program cnc, contoh ini menunjukkan bagaimana IJK atau R dapat diberikan dalam program cnc saat memprogram Interpolasi Edaran dengan kode G G02 G03. Interpolasi Edaran Haas Mengapa Menggunakan IJK saat R Lebih Mudah Diprogr
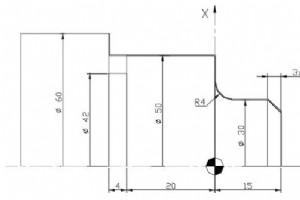
Dikirim oleh:Programmer CNC Ringkasan Contoh pemrograman bubut CNC, pada contoh pemrograman ini untuk nilai diameter sumbu X tidak digunakan tetapi nilai Radius digunakan untuk memprogram. Ketika dalam mode Radius/dimensioning sumbu X bergerak pada mesin bubut akan menjadi jarak dari pusat. Jadi p
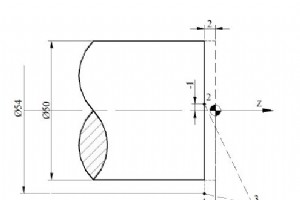
Dikirim oleh:Masinis Ringkasan Program bubut cnc sederhana untuk menunjukkan bagaimana suatu komponen dapat Dihadapkan dengan alat.Ini juga menunjukkan pergerakan alat. Menggambar/Gambar Program CNC %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X
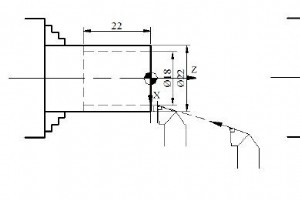
Dikirim oleh:Brian Ringkasan Program cnc yang sangat sederhana untuk menunjukkan bagaimana program bubut cnc yang sangat sederhana dapat dibuat untuk memutar diameter.Ini juga menunjukkan pergerakan alat. Menggambar/Gambar Program CNC %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X18 Z2 M08N40 G0
Mesin CNC