Manufaktur industri
Mesin CNC

Fagor 8055/8055i memprogram kode G / kode M daftar lengkap. Penggilingan Fagor 8055 M Fagor 8055/8055i M memprogram kode G / daftar lengkap kode M. Kode G Kode G Deskripsi G00 Melintasi cepat G01 Interpolasi linier G02 Interpolasi melingkar (heliks) searah jarum jam G03 Interpolasi melingkar
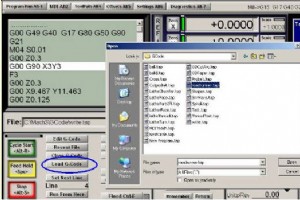
Tutorial ini menjelaskan cara ahli mesin cnc dapat memuat program komponen G-Code (ditulis dengan tangan atau dihasilkan oleh perangkat lunak CAD/CAM) di Mach3 CNC. Tekan Muat GCode tombol. Dialog buka file Windows akan muncul. Pilih file yang berisi bagian program (kode g) . Saat file dipilih

Fagor 8037M Milling dan 8037T Lathe memprogram kode G / daftar lengkap kode M. Daftar Kode Fagor 8037M G / M Kode G pemrograman Fagor 8037M / daftar lengkap kode M. Kode G Kode G Deskripsi G00 Melintasi cepat G01 Interpolasi linier G02 Interpolasi melingkar (heliks) searah jarum jam G03 Inter

Fagor 8065M Milling dan 8065T Lathe pemrograman kode G / kode M daftar lengkap. Daftar Kode Fagor 8065M G / M Kode G pemrograman Fagor 8065M / daftar lengkap kode M. Kode G Kode G Deskripsi G00 Melintasi cepat. G01 Interpolasi linier. G02 Interpolasi melingkar (heliks) searah jarum jam. G03 I

Fagor 101 / 101S / 102 / 102S memprogram kode G / kode M daftar lengkap. Pengantar Fagor 101/102 FAGOR 101/102 CNC dapat diintegrasikan ke dalam kabinet listrik mesin dan mengumpulkan, dalam satu unit, semua karakteristik pengoperasian paling kuat dan sederhana dari CNC 1 atau 2 sumbu.CNC FAGOR 1
Ini adalah Fanuc Macro lengkap yang bekerja sama dengan Siklus Pengeboran Fanuc G81. Gambar:directindustry.com Panggilan Modal G66 Setelah Fanuc G66 dikeluarkan untuk menentukan panggilan modal, makro dipanggil setelah blok yang menentukan gerakan di sepanjang sumbu dijalankan. Ini berlanjut hing

Fagor 800M 800T memprogram kode G / kode M daftar lengkap. Fagor 800M G Kode M Kode Kode G pemrograman Fagor 800M / kode M daftar lengkap. Kode G Kode G Deskripsi G00 Pemosisian cepat G01 Interpolasi linier G02 Interpolasi melingkar searah jarum jam G03 Interpolasi melingkar berlawanan ara

Fagor Mill 8025/8030 Model M MG MS GP dan Fagor Lathe 8025/8030 Model T TG TS pemrograman kode G / kode M daftar lengkap. Fagor 8025/8030M G Kode M Kode Fagor 8025/8030 Model M MG MS GP pemrograman kode G / kode M daftar lengkap. Kode G Kode G Deskripsi G00 Posisi G01 Interpolasi linier G02

D.Electron Z32 Numerical Controller Alarm daftar lengkap untuk pembuat pemrogram mesin Z32 CNC. ERORS SISTEM SERIUS Jika OS Z32 mendeteksi kegagalan fungsi, OS akan mengaktifkan kondisi kesalahan sistem dan menghentikan NC.Situasi ini dapat dikenali dengan tampilan berikut pada baris perintah:** e
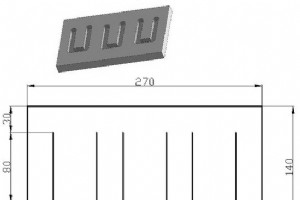
Dikirim oleh:Masinis Menggambar/Gambar Program CNC ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
Dikirim oleh:programmer cnc Menggambar/Gambar Program CNC O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
Dikirim oleh:Programmer CNC Menggambar/Gambar Program CNC O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

Daftar lengkap Osai 10 Series CNC G Codes for Mill &Grinding. Kode G CNC Seri 10 Osai – Penggilingan &Penggilingan Kode G Deskripsi G00 Pemosisian sumbu cepat G01 Interpolasi linier G02 Interpolasi melingkar CW G03 Interpolasi melingkar CCW G04 Tinggal di ujung blok G09 Perlambatan di

Osai 10 Series CNC M Codes daftar lengkap untuk pemrogram ahli mesin cnc yang mengerjakan mesin cnc dengan kontrol cnc Osai 10 Series. Kode M CNC Seri 10 Osai Kode M Deskripsi M0 Penghentian Program M1 Penghentian Program Opsional M2 Akhir Program M3 Spindel CW M4 CCW Spindel M5 Penghen

Alarm CNC dan Daftar kode kesalahan untuk mesin dan kontrol CNC, untuk membantu ahli mesin/pemrogram/penyetel CNC mempermudah pekerjaan mereka. Gambar:Action Machinery Co., Inc. Alarm Fanuc Daftar lengkap kode alarm Fanuc.Alarm Fanuc 11/10/12Alarm Fanuc Seri 15Alarm Fanuc 15iAlarm Fanuc 16i 18iAl
Siklus Pembalikan Fanuc G90 Siklus balik Fanuc G90 digunakan untuk putaran sederhana namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu X dari lintasan tambahan. Disebut dengan banyak nama seperti – Fanuc G90 Outer Diameter/Internal Diameter Cutting Cycle atau G90 Straight cutting
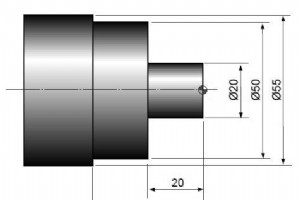
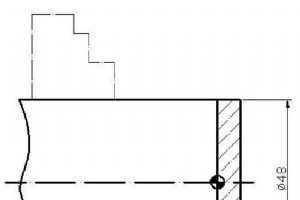
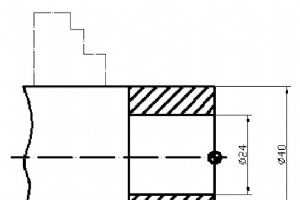
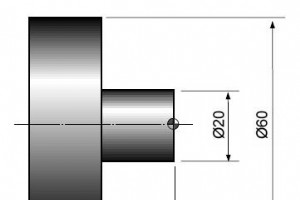
Tutorial Fanuc 0-TC menjelaskan cara membuat program cnc untuk Step Turning dengan G90 Turning Cycle Siklus Pembalikan Fanuc G90 Penjelasan Siklus Pembubutan G90Pemutar Taper G90 Contoh Siklus Fanuc G90 N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35.

Pesan Kesalahan CNC Seri 10 Osai dengan Deskripsi pesan kesalahan dan tindakan perbaikan untuk pemrogram ahli mesin cnc yang bekerja pada mesin CNC dengan kontrol CNC Osai. Pesan Kesalahan CNC Seri 10 Osai Deskripsi pesan kesalahan dan tindakan perbaikan Kesalahan Sintaks NC001 Kesalahan sintaks

Daftar alarm GSK 980 TD / GSK 980 TDb / GSK 980 TDc untuk programmer ahli mesin cnc yang bekerja pada mesin bubut cnc dengan kontrol cnc GSK 980td / 980tdb / 980tdc Alarm CNC Nomor Alarm Konten 000 Alarm stop darurat dan rangkaian terbuka ESP 001 Tidak ada program bagian atau tidak dapat membu

Kode G Sistem Pengeboran &Penggilingan GSK983M S/V CNC Kode G GSK983M Kode G Fungsi G00 Pemosisian G01 Interpolasi linier G02 Interpolasi melingkar (CW) G03 Interpolasi melingkar (CCW) G04 Tinggal G05 Mode pemotongan kontinu berkecepatan tinggi G07 Kontrol kurva sinus federasi
Mesin CNC