Manufaktur industri
Mesin CNC
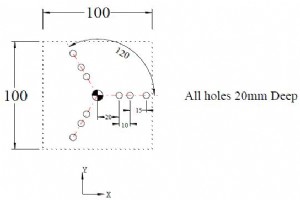
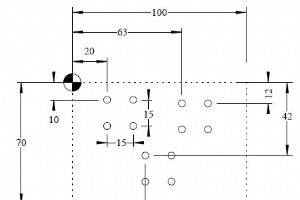
Dikirim oleh:Brian Menggambar/Gambar Program CNC 0 BEGIN PGM 10127 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH Q210 =
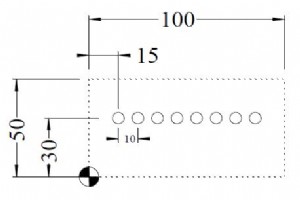
Dikirim oleh:Masinis Menggambar/Gambar Program CNC 0 BEGIN PGM 10128 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP -28 CYCL DEF 1.2 DEPTH -209 CYCL DEF 1.3 PECKG -1010 CYCL DEF 1.4 DWELL 011 CYCL DEF 1.
Dikirim oleh:programmer cnc Menggambar/Gambar Program CNC 0 BEGIN PGM 10129 MM1 BLK FORM 0.1 Z X+0 Y-70 Z-202 BLK FORM 0.2 X+100 Y+0 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 28 CYCL DEF 1.2 DEPTH -219 CYCL DEF 1.3 PECKG -510 CYCL DEF 1.4 DWELL 011 CYCL D
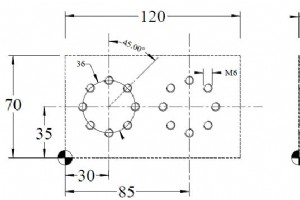
Dikirim oleh:Brian Menggambar/Gambar Program CNC 0 BEGIN PGM 10130 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+120 Y+70 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL DEF 36 TOOL CALL 1 Z S5007 L M68 L M139 CYCL DEF 1.0 PECKING10 CYCL DEF 1.1 SET UP 211 CYCL DEF 1.2 DEPTH -212 CYCL DEF 1.3 PECKG -213 CYCL D
Dikirim oleh:Masinis Menggambar/Gambar Program CNC 0 BEGIN PGM 10131 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL CALL 1 Z S5006 L M67 CYCL DEF 1.0 PECKING8 CYCL DEF 1.1 SET UP 39 CYCL DEF 1.2 DEPTH -4010 CYCL DEF 1.3 PECKG -4011 CYCL DEF 1.4 DWELL 012
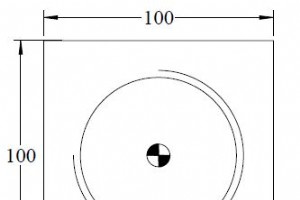
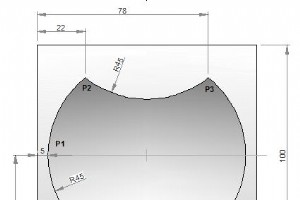
Dikirim oleh:programmer cnc Menggambar/Gambar Program CNC 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 FC DR+ R25 CCX+50 CCY+5011 FCT DR- R1412 FCT DR-
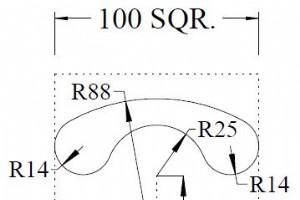
Dikirim oleh:Masinis Menggambar/Gambar Program CNC 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 CC X+50 Y+5011 C X+26.805 Y+59.327 DR+12 CC X+13.816 Y+6
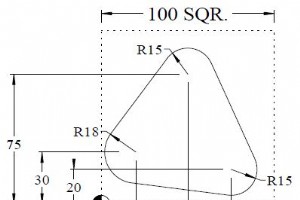
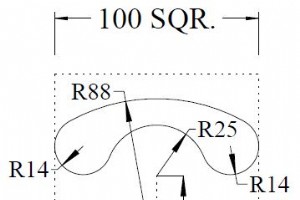
Dikirim oleh:programmer cnc Menggambar/Gambar Program CNC 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 FC DR- R18 CCX+20 CCY+3011 FLT12 FCT DR- R15 CCX+50
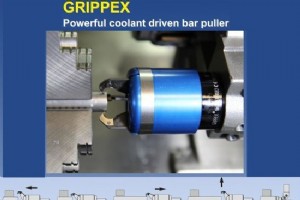
Dikirim oleh:Brian Menggambar/Gambar Program CNC O0001 ;SUB ProgramG0 T1212 M5X0. Z30.G1 G98 Z-80. F3000M8 ;Coolant ON, Grippex clampG4 U1. ;DwellM69 ;Chuck unclampG4 U0.1 ;DwellG1 Z-1. ;Pulling-out the bar to a specific z-extentM68 ;Chuck clampM9 ;Coolant OFF, Grippex unclampG0 G99 Z... ;Leave the
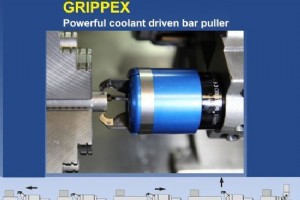
Dikirim oleh:Brian Menggambar/Gambar Program CNC . ;SUB Program.G0 X0 Z55 T090909 ;Change to Grippex (example)G0 Z-2 ;Approach bar to be pulledM08 ;Coolant ON, Grippex clampG04 F2 ;DwellG0 M84 ;Chuck unclampG04 F2 ;DwellG0 Z..... ;Pulling-out the bar to a specific z-extentM83 ;Chuck clampM09 ;Coola

Kode Alarm Fanuc 6 berlaku untuk kontrol Fanuc System 6M 6T CNC. Untuk masinis cnc yang mengerjakan mesin bubut cnc dengan 6T atau penggilingan CNC dengan kontrol cnc Fanuc 6M. Kode Fanuc System 6M dan 6T Alarm dibagi seperti di bawah ini 210 hingga 245 Kesalahan pada sakelar batas akhir langkah

Daftar Okuma OSP-P300S/P300L Alarm-C.Untuk masinis cnc yang mengerjakan mesin cnc dengan kontrol Okuma cnc. Klasifikasi Alarm Okuma Alarm yang terkait dengan OSP diklasifikasikan menjadi lima jenis, yaitu Alarm P Alarm A Alarm B Alarm C (tercantum di bawah) Alarm D ERROR Di bawah ini tercantum a
Pemrograman Titik Desimal Fanuc Ringkasan Pada beberapa kontrol cnc saat memprogram pemrogram cnc harus meletakkan titik desimal di akhir sebagian besar nilai numerik, mis. X100.0 Y10.0Sementara pada sebagian besar kontrol cnc tidak perlu menempatkan titik desimal di akhir nilai numerik seperti X10

Daftar Okuma OSP-P300S/P300L Alarm-D.Untuk masinis cnc yang mengerjakan mesin cnc dengan kontrol Okuma cnc. Klasifikasi Alarm Okuma Alarm yang terkait dengan OSP diklasifikasikan menjadi lima jenis, yaitu Alarm P Alarm A Alarm B Alarm C Alarm D (tercantum di bawah) ERROR Di bawah ini tercantum a
Contoh program penggilingan CNC, yang mengilustrasikan bagaimana program cnc dapat dengan mudah dikonversi dari mode program G90 Absolute ke mode program Inkremental G91. Contoh Program Penggilingan CNC Program Absolut G90 Program Tambahan G91 N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X10 Y10 Z1 (P1)N2
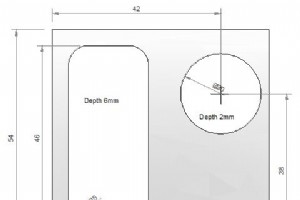
Contoh program penggilingan CNC yang menunjukkan bagaimana program cnc dapat dibuat untuk Kantong mesin pada penggilingan cnc. Contoh program ini menggunakan Peck milling untuk memotong material menjadi mesin persegi panjang dan satu kantong bundar. Contoh Program Penggilingan Saku CNC Program Ut
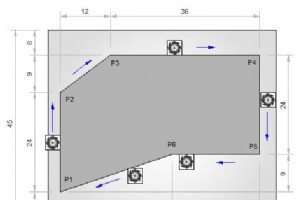
Contoh program penggilingan CNC menunjukkan penggunaan kode-G G91 G41 G43. Program Pabrik CNC G91 G41 G43 Program Bagian CNC N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (P4)N50 Y-24 (P5)N55 X-21 (P6) N60 G90 X3 Y6
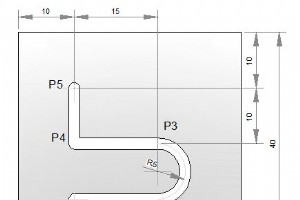
Program penggilingan CNC untuk menjelaskan bagaimana dua atau lebih jari-jari dapat disatukan dalam program penggilingan cnc. Contoh Subprogram Penggilingan CNC Program Bagian CNC N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P040050N60 G49N70 G0 Z50N80 M30 Subprogram O0050N

Pusat pemesinan Cincinnati G-Codes &M-Codes dari Acramatic 2100e cnc control.Daftar kode G &M berikut berlaku untuk pusat pemesinan vertikal Cincinnati berikut dengan kontrol cnc Acramatic 2100E PANAH E/DART 500/750 (ERM) PANAH 500/750/1000/1250C (ERM) PANAH 1250/1500/2000 (ERD) Kode Cincinnati
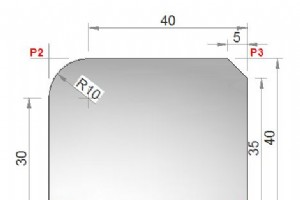
Haas Corner Rounding dan Chamfering Contoh program Haas CNC untuk menunjukkan bagaimana Chamfer dan Corner Radius dapat diprogram. Haas Chamfering Untuk memprogram Chamfer N10 G01 X20 Y30 ,C3 Haas Corner Rounding Untuk memprogram Radius N10 G01 X20 Y30 ,R3 Contoh Haas Corner Rounding dan Chamferi
Mesin CNC