

Manufaktur industri
Mesin CNC
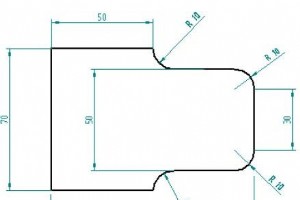
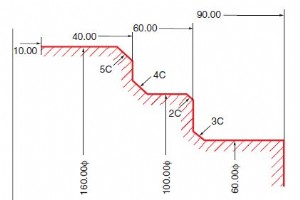
Dikirim oleh:Brian Ringkasan Contoh program bubut cnc dasar dan mudah dipahami untuk mesin Arc Radius dengan G-Codes G02 G03 Menggambar/Gambar Program CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X100 N45
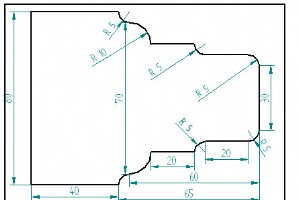
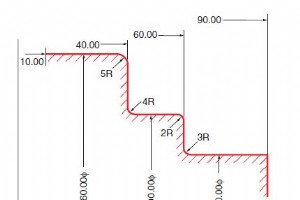
Dikirim oleh:Brian Ringkasan Kode contoh program mesin bubut CNC untuk mesin multi radius busur pada suatu komponen. Menggambar/Gambar Program CNC N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45 G02

Sherline CNC G Codes M Codes daftar lengkap untuk masinis cnc yang mengerjakan pabrik/bubut cnc Sherline. Selengkapnya tentang Sherline CNC Penjelasan Suku Cadang Utama Bubut CNC Sherline Penjelasan Suku Cadang Utama Pabrik CNC Sherline Kode G Sherline Kode G Fungsi G00 Gerakan cepat (pemosisi

Bagian mesin bubut cnc Sherline dan fungsinya. Selengkapnya tentang Sherline CNC Kode M Kode G Sherline Penjelasan Suku Cadang Utama Pabrik CNC Sherline Bagian Utama Mesin Bubut CNC Sherline
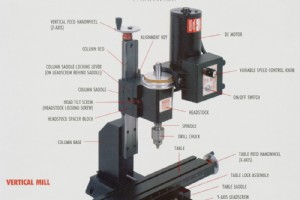
Bagian Sherline cnc mill (VMC) dan fungsinya. Selengkapnya tentang Sherline CNC Kode M Kode G Sherline Penjelasan Suku Cadang Utama Bubut CNC Sherline Suku Cadang Utama Pabrik CNC Sherline

Komponen dan Koneksi Sistem Sherline CNC. Komponen Sistem 1) Handwheel manual 1-5/8″2) Motor stepper sumbu Z3) Dudukan motor stepper4) Mill vertikal Sherline dengan aksesori standar (Model 2000 mill ditampilkan)5) Cadangan CD penginstalan Linux/EMC2, CD instruksi Sherline6) Motor stepper sumbu Y7

Artikel ini adalah tentang perintah program STOPRE Sinumerik 840D. Siemens Sinumerik 840D adalah kontrol cnc tingkat lanjut. Salah satu kemampuan kontrol cnc Sinumerik 840D adalah Sinumerik 840D Pra-Proses bagian perintah program sebelum dijalankan mereka. Dengan kata sederhana Sinumerik 840D m

Karena beberapa alasan salah satu boring bar pada mesin bubut cnc rusak total, jadi saya ganti saja boring bar yang rusak dengan yang baru, di sini saya akan menceritakan keseluruhan kisah penggantian alat. Eltro Pilot M Boring bar di salah satu mesin CNC FMS-5 saya ganti dengan kontrol cnc EPM (El

Lengkapi daftar G Codes M Codes untuk Sodick Wire EDM dengan kontrol Mark 25 Mark 21 CNC. Daftar Kode G Kode G Deskripsi G00 Gerakan Cepat (muncul sebagai garis putus-putus di grafik) G01 Gerakan Memotong Garis Lurus G02 Gerakan Pemotongan Melingkar – Searah Jarum Jam (CW) G03 Gerakan Melingka
Dikirim oleh:Vikram Ringkasan Contoh program CNC untuk mesin Sodick Wire Cutting EDM CNC dengan kontrol Mark 21 / Mark 25 CNC. Menggambar/Gambar Program CNC N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CONDI
C-chamfering Okuma G75 Okuma G75 G Code digunakan untuk memotong tepi yang tajam. G75 hanya efektif dalam mode G01. G75 non-modal dan hanya aktif di blok yang diperintah. Pemrograman Okuma G75 G75 X Z L Parameter Parameter Deskripsi X, Z Koordinat titik persimpangan. L Ukuran wajah bertepi. Tan
Pembulatan Okuma G76 Kode G Okuma G76 digunakan untuk Membulatkan tepi yang tajam. G76 hanya efektif dalam mode G01. G76 non-modal dan hanya aktif di blok yang diperintah. Pemrograman Okuma G76 G76 X Z L Parameter Parameter Deskripsi X, Z Koordinat titik persimpangan L Radius lingkaran pembulat

Daftar M-Codes Anilam 4200T untuk pemrogram ahli mesin cnc yang mengerjakan mesin CNC Turning dengan kontrol Anilam 4200T CNC. Apa itu Kode M (Fungsi Lainnya) Kode M (Miscellaneous) Menjalankan fungsi lain-lain (M) seperti spindel maju/mundur/mati dan coolant ON/OFF. Kode Anilam 4200T M Kode M Fu
Contoh program mesin bubut CNC GSK 980 TDc yang menggambarkan cara menggunakan G90 Turning Cycle,Dalam contoh program CNC ini G90 Turning Cycle digunakan dua kali,pertama G90 cycle digunakan untuk straight tuninglalu G90 cycle digunakan untuk putaran lancip. G90 Turning Cycle GSK 980 TDc CNC Contoh
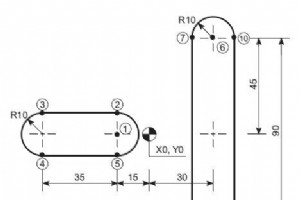
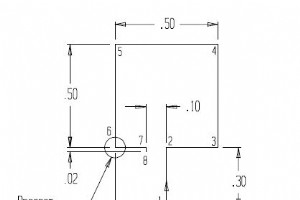
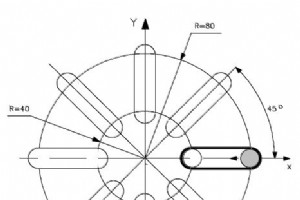
Uji keterampilan pemrograman cnc Anda dengan memasukkan nilai koordinat yang benar untuk gambar yang diberikan. Tes Keterampilan Pemrograman CNC 1 Skor Anda: Total :Benar :Salah :Persentase : Jawaban yang Benar Poin X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 20 45 8 20 -
Contoh Program CNC Seri 10 Osai ini menunjukkan cara menggunakan Rotasi Pesawat (ROT) dengan Pengulangan (RPT) dan Pemrograman Parametrik. Contoh Program CNC Seri 10 Osai (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40 Y M3N154
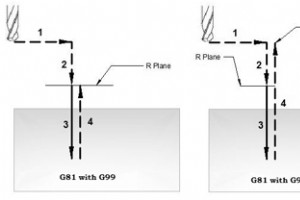
Siklus pengeboran NCT G81 digunakan untuk operasi pengeboran/pengeboran titik sederhana. Pemrograman G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. Parameter Tabel berikut X,Y,Z definisi akan bekerja untuk G17 Plane, untuk pesawat lain
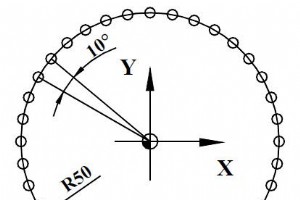
Contoh program NCT untuk menunjukkan bagaimana siklus pengeboran G81 dapat digunakan untuk mengebor lingkaran menggunakan Perintah Koordinat Kutub G15 G16 dan Siklus Pengeboran G81. Kode G Kode G Fungsi G15 perintah koordinat kutub batalkan G16 perintah koordinat kutub G81 mengebor, melihat siklu
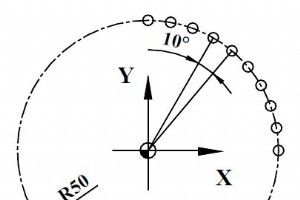
Contoh program NCT untuk menunjukkan cara mengebor bagian lingkaran dengan siklus pengeboran G81 dan Perintah Koordinat Kutub G15 G16. Kode G Kode G Fungsi G15 perintah koordinat kutub batalkan G16 perintah koordinat kutub G81 mengebor, melihat siklus membosankan Contoh Program NCT %O7074(7.

Daftar Kode Kesalahan Sistem Mazak / Alarm Drive untuk MAZATROL MATRIX dll. Untuk daftar alarm Mazak lainnya, kunjungi halaman berikut. Kesalahan Sistem/Drive Mazak ( No. 1 – No. 99, No. 1000 – No. 1099 ) Kesalahan kontrol mesin Mazak CNC ( No. 100 – No. 199, No. 1100 – No. 1199 ) Kesalahan kont
Mesin CNC





