Manufaktur industri
Mesin CNC
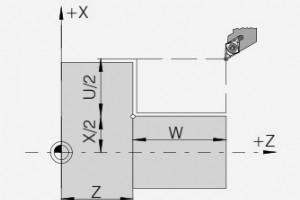
Siklus balik longitudinal G20 untuk kontrol cnc Fanuc 21 TB adalah kode-G modal.Siklus balik G20 dapat digunakan untuk putaran lurus dan juga putaran lancip.Siklus putaran G20 mudah diprogram dan dipelajari. Siklus belok G20 digunakan untuk belok sederhana namun beberapa lintasan dimungkinkan deng

Hurco CNC menyediakan peralatan mesin CNC termasuk pusat permesinan, pusat belok, dan 5-sumbu semuanya dengan kontrol yang fleksibel – WinMax Manual Hurco CNC untuk Pemrograman, Pemeliharaan, Keamanan, Pra-instal, dan Memulai gratis untuk diunduh dari situs web Hurco CNC. Unduh Gratis Pemrograman

Unduhan Gratis Hurco WinMax Teknisi CNC dapat mengunduh gratis versi desktop WinMax 9 dari situs web Hurco CNChttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx Kontrol Hurco WinMax Daftar Fitur Hurco WinMax Penskalaan DXF:Memungkinkan Anda menskalakan gambar DXF ke ukuran s
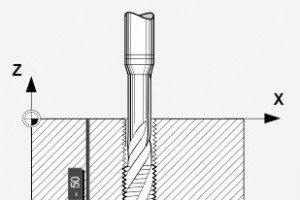
Program CNC yang menunjukkan penggunaan G81 Drilling Cycle G84 Tapping Cycle. Seperti siklus pengeboran G81 telah dijelaskan secara singkat di sini G81 Drilling Canned Cycle – Pemrograman Pabrik CNC. Contoh program siklus pengeboran G81 http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/. Si
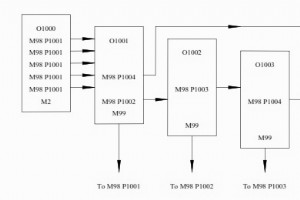
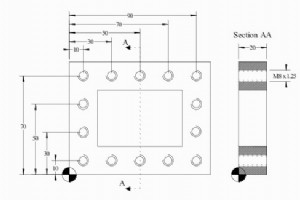
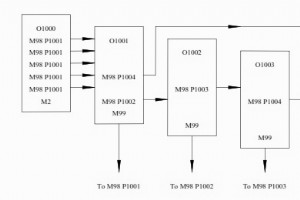
Berikut adalah contoh subprogram Fanuc yang menunjukkan, bagaimana masinis cnc dapat membuat program cnc mereka lebih mudah untuk ditulis dan dipelihara dengan menggunakan metode sub-pemrograman. Sub Program CNC Sub-pemrograman adalah cara di mana masinis cnc dapat memanggil program cnc lain yang d
Rotasi Koordinat G68 Fanuc G68 Coordinate Rotation G-Code memudahkan masinis cnc menjalankan pola operasi dalam sudut yang diputar. Singkatnya: Dengan menentukan sudut rotasi dengan G68 dalam program, pemesinan sebenarnya akan dilakukan pada koordinat yang diputar. Anda dapat menentukan Titik te
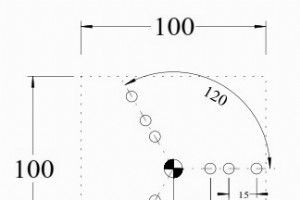
Fanuc G68 Coordinate Rotation G-Code memudahkan masinis cnc untuk menjalankan pola operasi dalam sudut yang diputar.Berikut adalah Contoh Pemrograman CNC dasar yang membantu memahami cara kerja sebenarnya dari rotasi koordinat G68. Contoh Program Fanuc G68 T1 M6G0 G90 G40 G21 G17 G94 G80G54 X20 Y0
Tutorial pemrograman cnc dasar yang menunjukkan bagaimana masinis cnc dapat memotong benang pada mesin CNC Siemens Sinumerik 802D sl. Karena Sinumerik 802D sl memiliki siklus threading CYCLE97, meskipun masinis cnc harus berurusan dengan banyak parameter, tetapi lebih banyak parameter untuk satu si
Sub Pemrograman Fanuc Fanuc cnc control menyediakan kemampuan untuk mengakses program bagian lain yang disimpan di dalam direktori utama. Untuk contoh program cnc untuk panggilan sub-program, baca Multi Start Threads with Fanuc G76 Threading Cycle Panggilan Sub-Program Sub-program dipanggil denga
Pengembalian Poin Referensi G28 G-kode pengembalian titik referensi G28 digunakan untuk mendekati titik referensi melalui posisi perantara.Posisi perantara dapat ditentukan X absolut, Z atau U relatif, W. Apa itu titik referensi baca Pengembalian Nol CNC atau Pengembalian Titik Referensi Selama m
Jika mesin cnc spindle anda dilengkapi dengan pulse generator maka anda dapat melakukan rigid tapping dengan G-code Sinumerik G331 Rigid Tapping.Sinumerik G331 G332 Rigid Tapping G-code adalah penjelasan Rigid Tapping pada Sinumerik 840D/810D dengan G331 G332. Sinumerik G63 Mengetuk dengan tapholde
Siemens menyediakan panduan unduhan gratis untuk kontrol Sinumerik CNC. Teknisi CNC yang bekerja dengan kontrol Sinumerik cnc dapat dengan bebas menelusuri dan mengunduh manual sesuka mereka secara gratis. Manual Siemens Sinumerik 808d Teknisi CNC yang mengerjakan kontrol cnc Siemens Sinumerik 808D
Video ini menunjukkan cara menghidupkan mesin dan mereferensikan sumbu, pada mesin bubut CNC dengan kontrol cnc SINUMERIK 808D. Pengembalian Nol CNC atau Pengembalian Titik Referensi Titik referensi adalah titik tetap di dalam mesin cnc yang nilainya sudah tersimpan di dalam mesin cnc. Jadi ketika
Sinumerik 808D cnc dari Siemens mudah diatur dan dijalankan. Karena video ini menunjukkan bagaimana mesin cnc berputar, alat threading dapat dengan mudah diukur untuk pengaturan offset alat. Pengaturan Offset Alat Sinumerik 808D Mesin Sinumerik 808D menggunakan sistem pengukuran internal untuk pen
Dengan menggunakan pernyataan Siemens Sinumerik MSG(), string karakter apa pun dari program bagian dapat ditampilkan sebagai pesan ke operator. Pesan ini dapat berupa apa saja, mulai dari informasi hingga pesan tampilan data penting real-time. Contoh program cnc dengan pernyataan Sinumerik MSG Va

Biasanya masinis cnc memasukkan/mengatur offset alat secara manual melalui panel kontrol mesin cnc. Tetapi jika Anda ingin mengatur tool-offset dan work-offset melalui program, Anda dapat menggunakan G-Code Pengaturan Offset yang Dapat Diprogram Haas CNC G10. Lebih mudah untuk memiliki alat dan of
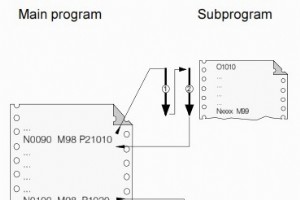
Pemrogram dan masinis CNC harus menangani berbagai jenis komponen setiap hari dengan berbagai operasi pemesinan.Jadi, untuk mengikuti kecepatan, mereka menerapkan teknik yang berbeda. Apa itu Sub Pemrograman? Salah satu teknik tersebut dan yang paling banyak digunakan adalah Sub-pemrograman.Sub-pem
Hampir setiap kontrol cnc memiliki cara untuk membuat subprogram, subrutin. Subprogram CNC ditambahkan ke memori program cnc (direktori program cnc) sebagai program cnc terpisah yang kemudian dipanggil dari program cnc luar (program utama). Baca lebih lanjut tentang Subprogram CNC Subprogram CNC

Panggilan Subprogram Haas M98 Kode Panggilan Sub Program Haas M98 digunakan untuk memanggil subrutin (subprogram).Subprogram harus ada dalam daftar program, subprogram harus diakhiri dengan M99.Masinis CNC bahkan dapat memilih nomor subrutin yang akan dibuat diulang. Apa itu Sub Pemrograman? Subpr

Karena perintah subprogram Haas M97 M98 sudah dijelaskan secara singkat dengan contoh subprogram, baca di sini Panggilan Subprogram Lokal Haas M97 dengan Contoh Program CNC Panggilan Subprogram Haas M98 dengan Kode Contoh Dasar Beberapa artikel terkait Subprogram CNC lainnya Subprogram CNC Dasa
Mesin CNC