Manufaktur industri
Mesin CNC

Sama seperti Siklus Mulai. NC Start digunakan untuk memulai eksekusi program yang dipilih. Ini digunakan untuk memulai eksekusi blok NC di buffer MDI. Lihat Tombol Hijau di bagian bawah, Pengontrol SIEMENS SINUMERIK 808D

Gunakan Kunci Allen Ukuran yang Tepat Selalu gunakan kunci Allen ukuran yang sesuai untuk membuka sekrup, jika tidak, kepala sekrup dapat rusak, dan dalam hal ini Anda harus menggunakan waktu &upaya ekstra untuk membuka sekrup kepala yang rusak tersebut.

RESET setelah Edit Program di Fanuc TC Teknisi CNC harus selalu ingat untuk menekan tombol RESET sebelum menekan CYCLE START pada mesin cnc dengan kontrol cnc FANUC TC (mis. Gildemeister NEF 560), jika mereka membuat perubahan pada program bagian cnc mereka.

Milltronics Centurion 7 Daftar lengkap Fungsi Persiapan Milltronics Centurion 7 (G CODES). Milltronics Centurion 7 Preparatory Functions (G CODES) digunakan jika operator cnc memprogram Centurion 6/7 dalam mode teks atau mode MDI. Mereka juga dihasilkan dari program percakapan Centurion . Jika An

Kode G Milltronics untuk ahli mesin CNC yang bekerja pada mesin bubut CNC dengan kontrol CNC Milltronics. Anda mungkin membaca kode G untuk Milltronics Centurion 7 Kontrol CNC Milltronics Centurion 7 Daftar Kode G Kontrol CNC Milltronics Kode G Milltronics untuk Mesin Bubut Kode G Fungsi G00 Pem

Daftar Kode M Milltronics Lengkap untuk ahli mesin CNC yang mengerjakan mesin Bubut CNC dengan Kontrol CNC Milltronics. Kode M Milltronics untuk Mesin Bubut Kode M Milltronics untuk Mesin Bubut Kode M Fungsi M00 Penghentian Program M01 Penghentian Opsional M02 Akhir Program M30 Akhir Program /

Daftar Kode G Milltronics Lengkap untuk teknisi CNC yang bekerja di Pabrik CNC dengan kontrol CNC Milltronics. Anda mungkin suka Kode G Milltronics untuk Mesin Bubut Kode M Milltronics untuk Mesin Bubut Daftar Kode Milltronics Centurion 7 G Kode G Milltronics untuk Pusat Pemesinan Daftar Kode G

Lengkapi Kode M Milltronics untuk Milltronics Machining Center. Untuk Kode M Bubut Milltronics, baca Kode M Milltronics untuk Mesin Bubut Kode M Milltronics untuk Pusat Pemesinan Kode M Milltronics untuk Pusat Pemesinan Kode M Fungsi M00 Penghentian Program M01 Penghentian Opsional M02 Akhir P
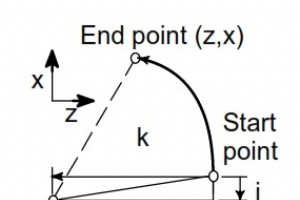
Interpolasi Edaran Fanuc Perintah Interpolasi Melingkar Fanuc (Kode G02, G03 G) digunakan untuk menggerakkan alat di sepanjang busur lingkaran.G02 – Interpolasi Melingkar Searah Jarum Jam.G03 – Interpolasi Melingkar Berlawanan Arah Jarum Jam. Bagaimana Memprogram Interpolasi Edaran? Pada mesin bub

Teknisi CNC yang mengerjakan mesin CNC dengan kontrol Mitsubishi CNC (MITSUBISHI CNC 700/70 Series) dapat dengan bebas mengunduh Manual untuk kontrol Mitsubishi CNC. Kontrol CNC Seri M70 Mitsubishi Panduan Mitsubishi CNC Unduh Manual Mitsubishi CNC dari situs web Mitsubishi. Unduh Manual Mitsubi

Daftar Lengkap Mitsubishi CNC G Codes untuk ahli mesin cnc yang bekerja di pusat permesinan CNC dengan kontrol Mitsubishi CNC (Seri 700/70). Panduan Mitsubishi CNC Teknisi CNC dapat dengan bebas mengunduh Manual Mitsubishi CNC untukManual Pemrograman Seri Mitsubishi CNC 700/70 (Sistem Pusat Pemesin

Kode Mitsubishi G untuk mesin Bubut CNC dengan kontrol Mitsubishi CNC (Seri Mitsubishi 700/70). Kode G Mitsubishi untuk Pusat Mesin tercantum di sini Kode G Mitsubishi CNC – Pusat Mesin Seri 700/70 Manual Mitsubishi Teknisi CNC dapat dengan bebas mengunduh Manual Mitsubishi CNC untukManual Pemrogr

Kode Fanuc M untuk Fadal Machining Center dengan Kontrol CNC FANUC Seri 18i–MB5. Pusat Pemesinan Fadal Kode Fanuc M M00 Penghentian Program M01 Penghentian Program Opsional M02 Akhir-Program M30 Akhir-Program M98 Panggilan Sub-Program M99 Sub Program Berakhir M03 Spindel Mulai Maju CW M04 S

Daftar Kode Alarm Fanuc Kode Alarm Fanuc untuk teknisi CNC. Kontrol Fanuc Alarm fanuc ini valid untuk mengikuti kontrol fanuc cnc 0i Model A 0i/0iMate Model B 16/18 Model PB Model C 16/18 16i/18i Model A Model B 16i/18i 16iL Model A 20i 21 Model B Model A 21i Model B 21i Model A 21i Kode Alarm

Kode Alarm Haas (Kode Kesalahan) untuk Ahli Mesin CNC. Kode Alarm Haas Kode Alarm Haas 101 – KOM. KEGAGALAN DENGAN KESALAHAN MEMORI MOCON/MOCON 102 – SERVOS MATI 103 – X SERVO ERROR TERLALU BESAR 104 – KESALAHAN SERVO Y TERLALU BESAR 105 – Z SERVO ERROR TERLALU BESAR 106 – KESALAHAN SERVO TERLALU
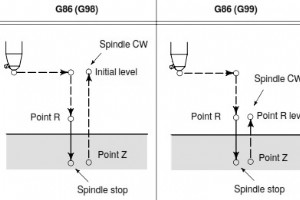
Siklus Membosankan G86 Fanuc G86 Boring Cycle digunakan untuk mengebor lubang.Alat bergerak ke dasar lubang dengan umpan lalu ditarik kembali keluar dari lubang dengan laju gerak makan yang cepat. Format Siklus Membosankan G86 G86 X Y Z R F K Parameter X Y – Data posisi lubang.Z – Kedalaman bor (

Daftar lengkap kode G untuk Tormach Duality Lathe. Bubut Dualitas PCNC Tormach Bubut Dualitas dipasang di alas Tormach PCNC 1100, mengubah mesin penggilingan CNC Anda menjadi mesin bubut CNC tugas ringan untuk pembuatan prototipe dan proyek pembubutan kecil. Mesin Bubut Dualitas Tormach PCNC Kode

Kode Tormach M, kode m ini berfungsi mengikuti Tormach PCNC Tormach PCNC 1100 Tormach PCNC 770 Bubut Dualitas Tormach PCNC Tormach PCNC 1100 Kode Tormach M M-code Artinya M0 Program berhenti M1 Penghentian program opsional M2 Program berakhir M3 Putar spindel searah jarum jam M4 Putar spind

Penghunian Tormach G04 Perintah Tormach G04 Dwell akan membuat sumbu tidak bergerak selama periode waktu dalam detik yang ditentukan oleh P G04 Tinggal Format G-Code G04 Dwell G04 P Contoh Tempat Tinggal Tormach G04 Diam selama setengah detik G04 P0.5 Catatan Nilai Dwell P Tormach G04 tidak dap

Daftar lengkap Kode Siemens Sinumerik 808D G untuk Ahli Mesin CNC/Pemrogram CNC yang bekerja dalam mode dialek ISO. Ahli mesin CNC mungkin menyukai Manual Siemens Sinumerik 808D Unduh Gratis SINUMERIK 808D di PC (Perangkat Lunak Pelatihan Sinumerik 808D) Ikhtisar Penggilingan Sinumerik 808D Siemen
Mesin CNC