Manufaktur industri
Mesin CNC
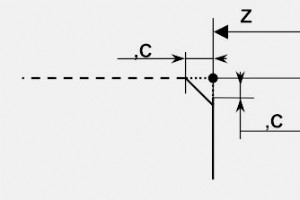
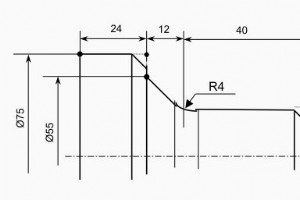
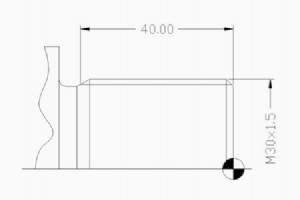
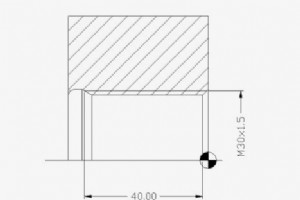
Gerakan linier yang diprogram dengan Kode G G01 dapat dihubungkan ke gerakan blok program cnc berikutnya dengan talang (C) atau radius (R). Terkait: G01 Chamfer dan Corner Rounding Contoh Program CNC Pemrograman Chamfer G01 Talang dapat diidentifikasi hanya dengan huruf C diikuti dengan nilainya.
Untuk deskripsi singkat tentang bagaimana Talang dan Radius Sudut diprogram dengan kode G01 G, baca artikel pemrograman cnc berikutPemrograman Talang dan Radius dengan kode G01 G. Anda mungkin membaca artikel program contoh cnc lainnya, artikel pemrograman cnc ini adalah referensi pemrograman cnc y
Fanuc Seri 21i 18i 16i Pemotongan Benang dengan Siklus Penguliran G76 Siklus Fanuc G76 dapat digunakan untuk pemotongan ulir eksternal dan internal.Kontrol cnc seri Fanuc 21i 18i 16i menggunakan dua format blok program dari siklus threading G76. Untuk contoh pemuatan internal threading dengan G76
Program CNC untuk threading internal dengan siklus threading G76 pada kontrol fanuc 21i/18i/16i. Untuk contoh threading eksternal dengan siklus threading G76, baca Pemotongan Thread Eksternal dengan Siklus Threading G76 di Fanuc 21i 18i 16i CNC Fanuc 21i/18i/16i menggunakan format dua blok siklus
Run Stop Jog Continue (RSJC) adalah fitur kontrol cnc yang tersedia di pabrik dan mesin bubut Haas. Ikhtisar Haas Run Stop Jog Continue (RSJC) RSJC memungkinkan Anda untuk menghentikan program yang sedang berjalan, berlari menjauh dari bagian tersebut dan kemudian melanjutkan eksekusi program. Sete
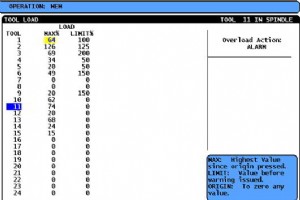
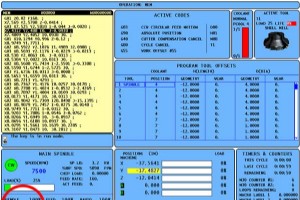
Pemantauan Beban Alat di Haas CNC Kontrol Haas cnc memiliki ketentuan untuk pemantauan beban pahat (spindel) yang memfasilitasi operator cnc untuk menetapkan batas beban untuk setiap pahat, yang terdapat di tampilan Perintah Saat Ini dan menekan halaman ke bawah hingga layar ditampilkan. Memasukka

Penyadapan Kaku CNC Sebagian besar peralatan mesin CNC sekarang menawarkan kemampuan penyadapan yang kaku sebagai fitur standar. Selama pengetukan yang kaku, rotasi dan pengumpanan spindel alat berat disinkronkan agar cocok dengan jarak ulir tertentu karena keran yang dipasang dengan kaku didorong

Kode-G juga disebut kode persiapan (fungsi persiapan). Daftar Kode G CNC Lengkap Lengkapi Daftar Kode G Daftar kode-G yang biasa ditemukan di Fanuc dan kontrol CNC yang dirancang serupa Kode G Grup Fungsi A B C G00 G00 G00 01 Posisi (Melintasi cepat) G01 G01 G01 Interpolasi linier (Memotong fee

Lain-lain Fungsi Bubut CNC HAAS Haas CNC Bubut M-Codes M-Code Deskripsi M00 Penghentian Program – Modal M01 Penghentian Program Opsional – Modal M02 Akhir Program – Modal M03 Spindel ke Depan (S) – Modal M04 Spindel terbalik (S) – Modal M05 Spindle Stop – Modal M08 Coolant Aktif – Modal M0
Fungsi Persiapan Bubut CNC HAAS Haas CNC Lathe G-Codes G00 Gerakan Posisi CepatG01 Gerakan Interpolasi Linier ATAU Gerakan Linier, Talang, dan Pembulatan Sudut – ModalG02 Gerakan Interpolasi Sirkulasi CW – ModalG03 Gerakan Interpolasi Melingkar CCW – ModalG04 Dw
Fanuc G94 One Pass Facing Cycle Kode Fanuc G94 G digunakan untuk permukaan kasar. Siklus menghadap Fanuc G94 digunakan untuk menghadap sederhana (menghadap satu lintasan), namun beberapa lintasan dimungkinkan dengan menentukan lokasi sumbu Z dari lintasan tambahan. Terkait: Fanuc G72 Menghadapi S

Orientasi Spindle M19 Orientasi spindel M19. Kode-M M19 menghentikan spindel pada posisi sudut yang ditentukan. Penggunaan Orientasi Spindle Orientasi spindel biasanya digunakan untuk operasi milling (Live tooling) pada mesin bubut cnc. Spindel utama dan sub spindel dapat diorientasikan untuk men
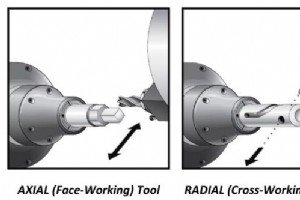
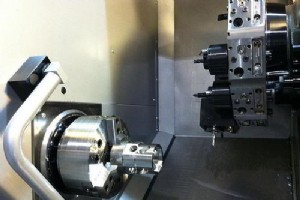
Definisi Perkakas Langsung Bubut CNC Opsi perkakas hidup bubut cnc memungkinkan Anda menggerakkan perkakas berpenggerak aksial atau radial untuk melakukan operasi sekunder seperti mengebor atau mengetuk, baik di muka bagian maupun di sekitar diameter. Spindel utama menyediakan pengindeksan dengan p
Pemrograman Bubut Perkakas Langsung Ini adalah contoh pemrograman bubut perkakas langsung yang menunjukkan penggunaan pahat yang digerakkan (perkakas langsung) dan orientasi spindel pada mesin bubut cnc Haas. Untuk pengenalan singkat perkakas langsung dan M-Codes terkait pada mesin bubut cnc Haas,
Pemrograman Bubut Perkakas Langsung Ini adalah contoh pemrograman bubut perkakas langsung yang menunjukkan penggunaan pahat yang digerakkan (perkakas langsung) dan orientasi spindel pada mesin bubut cnc Haas. Untuk pengenalan singkat perkakas langsung dan M-Codes terkait pada mesin bubut cnc Haas,

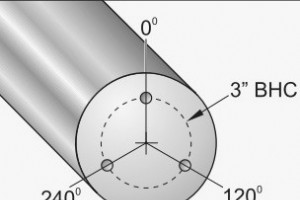
Pemrograman Bubut Perkakas Langsung dengan C-Axis Ini adalah contoh pemrograman bubut perkakas langsung yang menunjukkan penggunaan pahat yang digerakkan (perkakas langsung) dan C-Axis pada mesin bubut cnc Haas. Untuk pengenalan singkat perkakas langsung dan M-Codes terkait pada mesin bubut cnc Ha
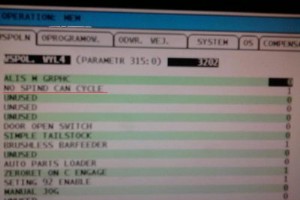
Haas CNC Cycles G81, G82, G83, G85, G89, G95 dengan Perkakas Langsung Sebelum menggunakan siklus kalengan G81, G82, G83, G85, G89, G95 dengan face atau axial live tooling harus dipastikan bahwa parameter haas cnc 315 bit 1 (NO SPINDLE CAN CYCLE) disetel dengan benar. Haas Parameter 315 COMMON SWI
CNC G01 A… Pemrograman Sudut Saat menggunakan instruksi G-code G1 (G01) serta akhir gerakan koordinat X dan/atau Z, selain jari-jari (G01 R…) atau chamfers (G01 C…) pada titik akhir, programmer dapat menunjukkan sudut gerakan (G01 A…). Untuk deskripsi singkat tentang bagaimana Talang dan Radius S
Umpan Per Revolusi (G95) Umpan G95 Per Revolusi G95 (Feed Per Revolution) adalah kode G modal yang menginstruksikan kontrol untuk menginterpretasikan perintah feed sebagai mm per revolusi (mm/rev) atau inci per revolusi spindel. G01 F0.02 kode program cnc di atas akan menyebabkan sumbu bergerak

Umpan Per Menit (G94) Kode-G G94 adalah kode-G modal. G94 menginstruksikan kontrol untuk menafsirkan perintah umpan sebagai inci/menit atau mm/menit untuk gerakan linier. derajat/menit untuk gerakan berputar. inci/menit atau mm/menit untuk kombinasi gerakan linier dan putar. Saat kombinasi gerak
Mesin CNC