Manufaktur industri
Mesin CNC

Penyiapan Haas dan Mode Jalankan adalah penambahan sakelar tombol pada kontrol Haas yang menawarkan lapisan keamanan dan fungsionalitas ekstra.Diperkenalkan pada jajaran alat berat mereka tahun 2011, sebagian besar operator harus mempelajari tambahan baru pada kontrol yang sudah dikenal. Pengatura

Daftar kode-G Hurco Mill untuk ahli mesin CNC yang mengerjakan mesin pabrik Hurco CNC. Hurco CNC adalah peralatan mesin CNC Canggih termasuk pusat permesinan, pusat belok, dan 5-sumbu semuanya dengan kontrol WinMax cnc. Pusat pemesinan 5 sumbu Hurco VMX30U Unduh Panduan Hurco Manual pemrograman

Daftar kode G untuk Hurco Turning Centers (Dual-screen dan Max Consoles). Daftar kode-G Hurco bubut juga menentukan kode-G Hurco mana yang merupakan Modal dan mana yang non-modal. Pusat Belok Hurco Unduh Gratis Panduan Hurco Manual pemrograman Hurco gratis untuk diunduh dari situs web HurcoUnduh
Siklus pengeboran G82 dengan dwell dapat digunakan untuk pengeboran normal di mana dasar lubang membutuhkan pemesinan yang lebih akurat. Jika tidak, jika Anda hanya menginginkan siklus pengeboran tanpa waktu tunda di dasar lubang, siklus pengeboran G81 sangat menghemat waktu. Berikut adalah contoh
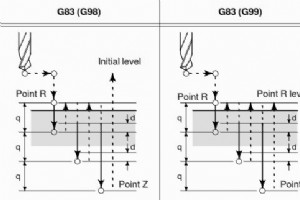
G83 Peck Drilling Cycle G-code adalah modal sehingga diaktifkan setiap sumbu X dan/atau Y bergerak, dan akan cepat ke posisi itu dan kemudian menyebabkan siklus kalengan (Pengeboran) ini dieksekusi lagi, hingga dibatalkan (G80) . Operasi Siklus Pengeboran Lubang Dalam G83 Siklus Pengeboran Peck Lu
Penjelasan Siklus Kalengan Pengeboran Lubang Dalam G83 G83 Peck Drilling Cycle G-code adalah modal sehingga diaktifkan setiap sumbu X dan/atau Y bergerak, dan akan cepat ke posisi itu dan kemudian menyebabkan siklus kalengan (Pengeboran) ini dieksekusi lagi, hingga dibatalkan (G80) . G83 Peck Drill
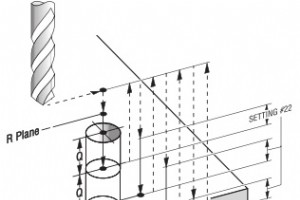
Kode contoh pemrograman CNC untuk G83 Peck Drilling Cycle. Siklus pengeboran deep hole peck G83 membuat pengeboran lubang dalam menjadi mudah. Seperti siklus pengeboran G81, Anda dapat melakukan pengeboran sederhana dengan cepat dan mudah. Namun peck drilling G83 karena keistimewaannya dalam memat
Pusat pemesinan Haas CNC memungkinkan pengulangan operasi penyadapan kaku dengan akurat. Jadi, siklus ketuk G84 standar dapat digunakan untuk mengetuk berulang pada lubang yang sama atau beberapa lubang. Dengan cara ini siklus penyadapan G84 dapat diulangi untuk lubang yang sama dengan peningkatan
Siklus tap G84 adalah salah satu fungsi pusat permesinan CNC yang paling banyak digunakan. Contoh program siklus sadap G84 ini mengilustrasikan penggunaan sadap dengan cara yang mudah dipahami. Siklus penyadapan G84 adalah kode-G modal, jadi dibatalkan dengan G80 jika tidak maka akan menjalankan o

Katalog Produk Online Sandvik Coromant bukan sekadar perkakas online dan menyisipkan data terkait tetapi lebih dari itu. Situs web Sandvik Coromant Online Catalog juga memiliki Feed, Speed, Cuttong Data Calculators (Modul Rekomendasi Pemotongan Data atau Kalkulator Pemotongan Data) Gratis, bahkan A

Siklus Penyadapan Terbalik G74 Disebut dengan banyak nama sepertiG74 Siklus sadap tangan kiri, G74 Siklus sadap terbalik, G74 Siklus sadapan penghitung, dll.Tetapi berfungsi seperti siklus sadapan G84.Karena siklus sadap G84 adalah hanya untuk penyadapan tangan kanan, sehingga ahli mesin cnc dapat
Berikut adalah contoh pemrograman siklus pengeboran G81 lainnya yang mengilustrasikan penggunaan pengeboran berulang dalam Mode Pemrograman Inkremental G91. Contoh program CNC lainnya ada di sini Siklus Pengeboran G81 – Ulangi Pengeboran dalam Kode Contoh Mode Inkremental G91 Pengulangan Pengeboran
Bengkel mesin CNC menangani berbagai komponen, tentu saja ahli mesin cnc memprogram dan mengolahnya.Tetapi seorang ahli mesin cnc juga harus memahami dan mempraktikkan cara-cara baru dan ekonomis untuk mengerjakan suatu komponen. Contoh pemrograman cnc berikut dapat diprogram dengan berbagai cara,
Latihan PCD – LANGKAH SELANJUTNYA UNTUK BAHAN KOMPSIT Dengan rangkaian bor PCD, tool CX1 dan CX2 Seco mengambil langkah selanjutnya dalam pengembangan tool untuk pengerjaan material komposit. Teknologi PCD baru meningkatkan masa pakai alat, produktivitas, dan kualitas lubang (geometri khusus mence

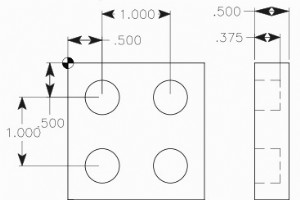
Ingin mengebor atau mengetuk lingkaran, tetapi Anda hanya mengetahui jari-jari lingkaran dan jumlah lubangnya. Lingkaran Lubang Baut G70 Maka jangan khawatir G70 Bolt Hole Circle akan melakukan semua perhitungan sendiri untuk Anda. Siklus Lingkaran Lubang Baut G70 berfungsi dengan G73, G74, G76,
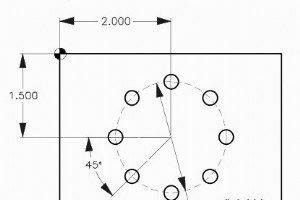
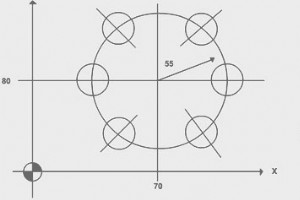
Perintah Lingkaran Lubang Baut G70 memudahkan untuk mengebor/mengetuk/melubangi lingkaran pada jarak yang rata.Tidak perlu mengetahui atau menghitung setiap posisi lubang.Anda hanya perlu mengetahui Radius lingkaran, Sudut awal lubang pertama dan Jumlah lubang total. Format Lingkaran Lubang Baut G70
Contoh program cnc berikut mengilustrasikan penggunaan G83 Peck Drilling Cycle dengan kode-G G70 Bolt Hole Circle untuk mengerjakan bor dalam dengan jarak yang sama dalam sebuah lingkaran. Meskipun siklus Lingkaran Lubang Baut G70 berfungsi dengan G73, G74, G76, G77, dan G81 – G89.Terkait: G70 Bol
G-Code Lingkaran Lubang Baut G70 (siklus kalengan) sangat mudah diprogram karena jumlah parameternya yang kecil. Parameter lingkaran lubang baut G70 sangat jelas, tetapi contoh pemrograman cnc ini menekankan pada parameter Sudut Awal (G70 J). G70 Parameter Sudut Awal J – Ini adalah nilai sudut awa
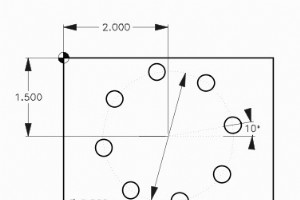
Seperti G70 Bolt Hole Circle, ahli mesin cnc dapat membuat mesin bor / ketuk / membuat lubang dengan jarak yang sama dalam lingkaran, dengan cara yang sama kadang-kadang Anda harus mengebor / mengetuk / membuat lubang dengan jarak yang sama dalam busur, jadi datanglah G71 Bolt Hole Arc haas cnc peri
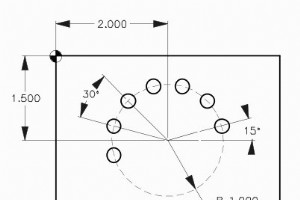
Kode contoh program CNC untuk perintah G71 Bolt Hole Arc. Perintah busur lubang baut G71 memudahkan untuk mengebor/mengetuk/melubangi lubang dengan jarak yang sama pada busur. Sepeda kaleng G73, G74, G76, G77, atau G81-G89 dapat digunakan dengan G-code lubang baut G71. Format Busur Lubang Baut G71
Mesin CNC