Manufaktur industri
Mesin CNC

Daftar G-Code lengkap untuk Hust Lathe CNC Controllers.Referensi yang bagus untuk masinis CNC yang mengerjakan CNC Lathe dengan kontrol Hust CNC. Mengikuti daftar kode G berfungsi pada kontrol Hust CNC berikut dan terkaitPengontrol Bubut CNC H6C-TPengontrol CNC Bubut H4T (H4-T H4C-T H4P-T H4CP-T

Daftar M-Code lengkap untuk teknisi CNC yang mengerjakan mesin Bubut CNC dengan Pengontrol CNC Hust H6C-T. Untuk Hust CNC G-Codes Hust CNC Lathe Controller Daftar Kode G H4CL-T &H6C-TDaftar Kode Hust CNC G – Pabrik CNC H4M &H4CL-M Pengontrol CNC Bubut Hust H6C-T M-Codes untuk Hust H6C-T Lathe CNC
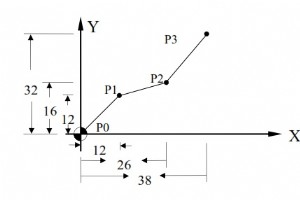
Contoh program G-code dasar sederhana Hust CNC, yang menunjukkan perbedaan antara Koordinat Absolut G90 &Koordinat Inkremental G91. Tutorial ini juga berlaku pada sebagian besar kontrol cnc Fanuc.Ini adalah sumber yang bagus untuk teknisi cnc tingkat pemula dan pemrogram cnc untuk memahami perbedaa
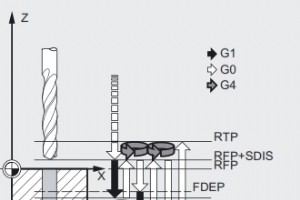
Siklus pengeboran Siemens Sinumerik CYCLE83 Peck memudahkan pengeboran lubang dalam, Siklus pengeboran yang sangat fleksibel memberikan kontrol penuh kepada masinis cnc atas semua aspek tugas pengeboran lubang dalam. Teknisi CNC dapat mengontrol apakah mereka ingin menarik alat setiap saat ke titik

Masinis CNC yang suka memprogram dalam dialek ISO, dapat mengunduh konfigurasi mesin baru untuk SinuTrain untuk SINUMERIK Operate V4.4 Ed.2 Teknisi CNC dapat mengembangkan SinuTrain untuk SINUMERIK Operate V4.4 Ed.2 dengan mesin contoh baru Bubut dengan alat yang digerakkan (dialek ISO) Mesin peng
Contoh program cnc yang sangat sederhana yang menunjukkan penggunaan Siemens Sinumerik CYCLE83 Deep Hole Peck Drilling Cycle. Ikhtisar Siklus Pengeboran Deep Hole Peck Siemens Sinumerik CYCLE83 CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP Bidang retraksi (absolut)R
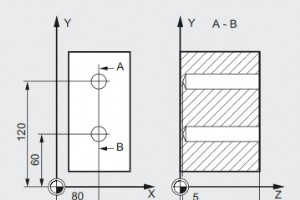
Kontrol cnc Heidenhain menggunakan cara yang sangat mudah untuk mereferensikan Koordinat Absolut dan Inkremental.Untuk Koordinat Absolut Sumbu direferensikan seperti biasaX =Sumbu X Posisi Absolut (Koordinat)Y=Sumbu Y Posisi Absolut ( Koordinat) Untuk Koordinat Inkremental “I” diawali dengan Sumbu

Daftar Kode M Heidenhain untuk ahli mesin CNC yang mengerjakan mesin CNC dengan Heidenhain TNC 426 dan kontrol CNC serupa. Daftar Kode Heidenhain M – TNC 426 Daftar Kode M Heidenhain Kode M FungsiM0 Penghentian programM1 Penghentian opsional (penghentian program hanya dengan peng

Berikut adalah sejarah singkat kontrol Heidenhain cnc selama bertahun-tahun. Sejarah HEIDENHAIN CNC Control 1968 VRZ 59.4 penghitung dua arah untuk satu sumbu 1974 HEIDENHAIN 5041 unit tampilan posisi numerik 1976 TNC 110 dan TNC 120 kontrol pemosisian numerik untuk 3 sumbu 1979 TNC 131 / TN
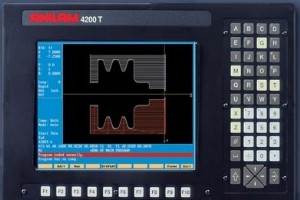
Daftar Kode Anilam G untuk ahli mesin CNC yang bekerja pada mesin bubut CNC dengan kontrol Anilam CNC seperti 4200TLebih dari satu kode-G dapat ditentukan per blok.Jika blok berisi kode-G yang bertentangan, kesalahan pesan muncul. Kontrol CNC 4200T untuk Pembubutan Kode Anilam G – Fungsi Persiapan

Daftar Kode ANILAM G untuk Kontrol Penggilingan CNC seperti 6000MG-kode memulai perintah gerak, siklus kalengan, dan berbagai fungsi mesin dan CNC.Lebih dari satu G-kode dapat ditentukan per blok. Jika blok berisi kode-G yang bertentangan, pesan Kesalahan akan muncul. Daftar Kode Anilam G – Pabrik
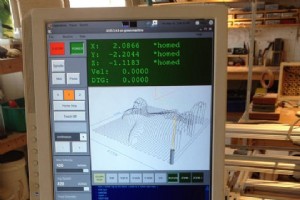
LinuxCNC adalah sistem perangkat lunak untuk kontrol komputer dari peralatan mesin seperti mesin penggilingan dan mesin bubut.LinuxCNC adalah perangkat lunak gratis dengan kode sumber terbuka.LinuxCNC menyediakan, beberapa antarmuka pengguna grafis termasuk satu untuk layar sentuh. Kode G Kode G D
Haas G10 G Code Pengaturan Offset yang Dapat Diprogram Haas G10 Programmable Offset Setting G-code memungkinkan pemrogram untuk mengatur offset di dalam program. Penggunaan G10 akan menggantikan entri offset secara manual (yaitu panjang dan diameter alat, serta offset koordinat kerja). Baca artike
Sandvik Coromant Insert Identifier App untuk iPhone, Android, dan blackberry membantu Anda menemukan solusi Sandvik Coromant mana yang setara dengan insert yang Anda gunakan saat ini. Ini akan memandu Anda saat Anda tidak yakin dengan grade dan geometri Sandvik Coromant mana yang tersedia. Hasil ya
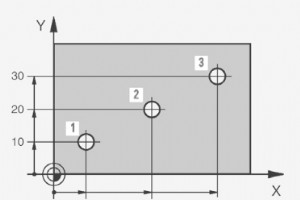
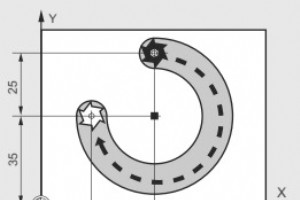
Apa itu Dimensi Mutlak (Pemrograman Mutlak)? Dengan Dimensi absolut atau Pemrograman absolut, posisi yang diprogram selalu mengacu pada titik nol dari sistem koordinat yang valid saat ini (titik nol benda kerja). Dimensi Mutlak G90 atau Pemrograman Mutlak adalah Modal G-code. Siemens Sinumerik men
Dimensi Mutlak G90 atau Pemrograman Mutlak adalah Modal G-code. Siemens Sinumerik menyediakan perintah AC (dimensi absolut non-modal) untuk mengakses posisi absolut sumbu individual. Baca artikel lengkap Sinumerik Absolute Dimensions G90 Modal dan Perintah AC Non-modal. Dimensi Mutlak (Pemrograman
Apa itu Perintah Sinumerik MSG? Menggunakan pernyataan Siemens Sinumerik MSG MSG(), string karakter apa pun dari program bagian dapat ditampilkan sebagai pesan ke operator. Pesan ini dapat berupa apa saja, mulai dari informasi hingga pesan tampilan data penting real-time. Baca artikel lengkap ten
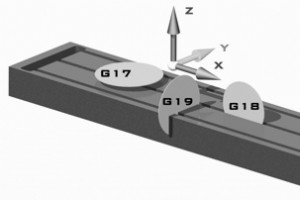
Saya tidak pernah menggunakan G17 G18 G19, bahkan saya tidak tahu cara kerja kode-G Pemilihan Pesawat ini, Tapi saya tetap bekerja dengan baik di pabrik cnc dan mesin bubut cnc saya mengapa? Jawaban singkatnya adalah masinis cnc tidak diharuskan untuk memprogram Kode-G pilihan pesawat G17 G18 G19.K
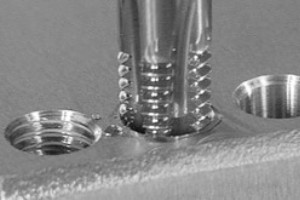
Video ini menunjukkan beberapa operasi thread milling CNC menggunakan Tormach PCNC 1100. Thread milling didemonstrasikan pada baja dan aluminium menggunakan pemotong V bentuk tunggal 60 derajat.

Karena mesin Haas cnc mampu menangani beberapa offset pahat dan banyak offset kerja, ahli mesin CNC dapat menggunakan offset pahat dan offset kerja sebanyak yang diperlukan oleh program cnc. Haas Tool Offsets dan Opsi Pemfilteran Offset Kerja Jadi Haas memiliki fungsi yang berguna untuk memfilter s
Mesin CNC