Toleransi Cetakan Injeksi:Optimalkan Dalam Empat Cara
Cetakan injeksi adalah proses manufaktur yang paling umum untuk membuat produk plastik yang terdiri dari beberapa bagian yang harus dirakit pada tahap akhir produksi. Perakitan bagian melibatkan penyelarasan yang tepat dan penyambungan bagian-bagian yang berbeda. Di sini, toleransi sangat penting, dan jika tidak ditentukan dan dikontrol dengan benar, perakitan akan gagal.
Kesalahan yang berkaitan dengan toleransi selalu bermasalah karena biaya cetakan injeksi. Oleh karena itu, perlu diketahui cara mengontrol toleransi cetakan injeksi. Artikel ini akan memperkenalkan bagaimana Anda dapat mengontrol toleransi cetakan plastik menggunakan pemilihan material desain untuk manufaktur (DfM), desain alat, dan kontrol proses.
Mengapa Toleransi Penting untuk Bagian Cetakan Injeksi?

Tingkat variasi dalam setiap proses prototyping cepat tergantung pada akurasinya, dan meskipun cetakan injeksi cukup tepat, sedikit variasi masih ada. Variasi ini menjadikannya penting untuk menentukan kisaran deviasi yang diizinkan untuk berfungsinya suku cadang secara efektif setelah perakitan.
Toleransi cetakan plastik sangat penting dalam merakit produk yang memiliki beberapa bagian cetakan injeksi. Misalnya, jika Anda ingin menggabungkan dua bagian cetakan plastik menggunakan baut, Anda perlu mengebor lubang di kedua bagian. Setiap kesalahan dalam lokasi dan ukuran lubang dapat mengakibatkan kesalahan selama perakitan dan hilangnya fungsi. Oleh karena itu, perlu adanya toleransi lokasi pada kedua bagian tersebut agar dapat berfungsi secara maksimal.
Secara sederhana, mengendalikan dan mengoptimalkan toleransi cetakan injeksi adalah cara untuk mengasumsikan "dalam skenario terburuk." Ini melibatkan penentuan rentang penyimpangan yang diizinkan yang membantu fungsi produk secara maksimal.
Cara Mengoptimalkan Toleransi Cetakan Injeksi
Untuk mengoptimalkan toleransi cetakan injeksi, Anda dapat mengoptimalkan desain produk menggunakan Desain untuk Manufaktur, menggunakan bahan injeksi yang tepat, menyesuaikan desain cetakan injeksi, dan kontrol proses. Bagian ini akan memperkenalkan setiap kategori sehingga Anda dapat mencapai toleransi cetakan injeksi plastik yang realistis.
Selama Tahap Desain
Pabrikan yang menggunakan cetakan injeksi menghadapi masalah seperti lengkungan, penyusutan bagian yang berlebihan, dan ketidaksejajaran bagian selama proses, yang mempengaruhi toleransi bagian cetakan injeksi. Untuk mengatasi hal ini, desainer memastikan bahwa setiap desain produk mengikuti Desain untuk Manufaktur (DfM) karena dapat membatasi terjadinya masalah tersebut.
Anda bisa mendapatkan akses ke DfM yang baik dengan menggunakan layanan pembuatan prototipe cepat yang baik dengan pengalaman luas dalam pencetakan injeksi (seperti RapidDirect) di awal proses desain. Berikut adalah empat faktor yang harus Anda pertimbangkan dalam hal desain suku cadang.
· Ukuran Keseluruhan
Semakin besar ukuran keseluruhan produk atau bagian yang ingin Anda buat, semakin tinggi pentingnya toleransi. Dalam cetakan injeksi plastik, peningkatan ukuran suatu produk kemungkinan akan mendistorsi produk, dapat menyebabkan bengkok, atau menyusut. Oleh karena itu, untuk menguranginya, mempertimbangkan ukuran menjadi penting.
· Tebal Dinding
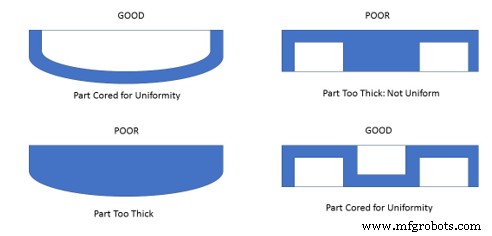
Penyusutan adalah kontraksi bagian plastik selama fase pendinginan. Ini adalah proses pencetakan injeksi integral yang dikendalikan oleh faktor-faktor seperti ketebalan dinding bagian, suhu, dll.
Memiliki ketebalan dinding yang seragam akan menghasilkan laju penyusutan yang stabil yang mengurangi cacat kosmetik seperti melengkung, tenggelam, retak, dan terpuntir. Anda dapat memiliki ketebalan dinding yang seragam dengan melakukan hal berikut:
- Hindari geometri suku cadang seperti sudut dalam yang tajam, bentang panjang yang tidak disangga, dan desain bos yang buruk
- Gunakan tulang rusuk untuk memperkuat dinding jika perlu
- Menempatkan radius di sudut bagian dalam mengurangi lengkungan
- Gunakan bahan yang tepat dengan mempertimbangkan ketebalan dinding
Juga, Anda harus menghindari penggunaan dinding tebal karena ini mengurangi laju pendinginan. Akibatnya, itu akan meningkatkan tingkat penyusutan dan akibatnya melengkung,
· Draf Sudut
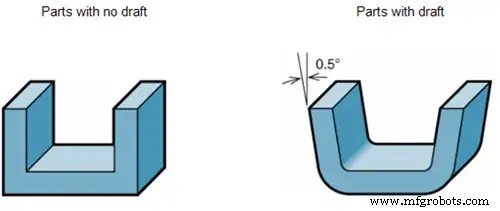
Sudut draf adalah bagian penting dari desain cetakan injeksi karena memudahkan pelepasan bagian dari cetakan injeksi. Kemudahan melepas dapat mengurangi kerusakan karena gesekan, meminimalkan keausan, dan memastikan hasil akhir yang mulus.
Tidak memasukkan sudut draf dalam cetakan injeksi Anda dapat mengakibatkan penyusutan dan bagian-bagian tersangkut selama pengeluaran (bahan plastik seperti nilon akan tetap menghasilkan pekerjaan yang sempurna pada 0
0
). Sudut draf diukur dalam derajat/inci/milimeter, tetapi tidak ada aturan toleransi cetakan injeksi standar saat memasukkannya ke dalam desain produk. Namun, kami memiliki beberapa aturan praktis yang dapat Anda ikuti.
- Sudut draf 1
0
ke 2
0
cocok untuk sebagian besar.
- Tambahkan 1
0
untuk kedalaman 1 inci.
- Gunakan 3
0
untuk tekstur ringan dan>5
0
untuk tekstur berat
- Gunakan 0,5
0
di semua permukaan vertikal.
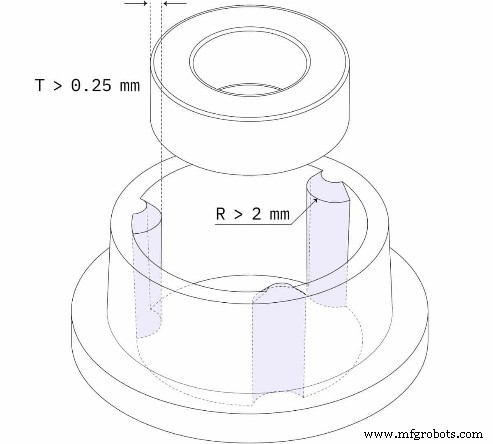
· Bos
Bos adalah bagian penting dari desain produk yang digunakan untuk mengencangkan komponen selama perakitan bagian. Merancang bos datang dengan beberapa pertimbangan penting. Salah satunya adalah dinding bos tidak boleh tebal. Memasukkan atasan yang tebal ke dalam desain Anda akan menghasilkan hal berikut:
- Pembuatan rongga dan tanda tenggelam
- Memperluas waktu siklus
- Membelah plastik saat diikat
Juga, Anda harus bos inti (yaitu, melampirkannya ke dinding samping terdekat). Melakukan hal ini akan menyebabkan distribusi beban tambahan untuk bagian tersebut, dan peningkatan frigiditas bagian dan aliran material.
Pilih Bahan yang Tepat untuk Toleransi Injeksi Ketat

Pilihan bahan Anda memainkan peran besar dalam toleransi cetakan injeksi berdasarkan pada penyusutan seragam (yaitu, kontraksi bahan cetakan injeksi selama fase pendinginan karena perubahan kepadatan). Penyusutan tergantung pada faktor-faktor seperti ketebalan dinding, suhu, bagian, dan jenis bahan. Dalam hal pemilihan bahan, Anda harus menggunakan faktor berikut untuk membantu pilihan Anda:
- Komposisi Plastik: Plastik amorf, misalnya, ABS, memiliki penyusutan yang lebih rendah daripada plastik semi-kristal, misalnya, polietilen, karena strukturnya yang kurang kompak.
- Berat Molekul: Resin dengan berat molekul tinggi akan memiliki viskositas tinggi dan penurunan tekanan tinggi yang meningkatkan laju penyusutan.
- Tambahan: Penambahan filler dengan ekspansi termal rendah akan mengurangi laju penyusutan.
Resin yang berbeda memiliki tingkat penyusutan yang berbeda. Oleh karena itu, Anda harus mempertimbangkan hal ini dalam pemilihan material dan desain cetakan injeksi untuk mengurangi cacat kosmetik seperti melengkung, tenggelam, retak, dan terpuntir, yang mempengaruhi toleransi bagian cetakan injeksi
Perhatikan Alat Cetakan
Saat memilih bahan yang ideal, perancang cetakan menawarkan untuk memperbesar cetakan untuk memperhitungkan penyusutan bahan. Bahan yang berbeda memiliki tingkat penyusutan yang berbeda karena ketebalan yang tidak rata. Untuk menguranginya, Anda harus memperhatikan hal-hal berikut saat mendesain cetakan.
· Pendingin Alat
Pendinginan adalah langkah penting dalam cetakan injeksi, yang menentukan kualitas produk jadi. Ini melibatkan pendinginan yang seragam dari polimer plastik yang dipanaskan sebelum dikeluarkan.
Pendinginan harus seragam, karena pendinginan yang tidak seragam menyebabkan penyusutan, noda tenggelam, pengaliran, lengkungan, dll., yang memengaruhi penampilan, toleransi, dan fungsi produk akhir.
Untuk mencapai pendinginan yang seragam, perancang cetakan injeksi harus menempatkan saluran pendingin dalam cetakan pada titik-titik strategis dan efektif. Selain itu, mungkin ada kebutuhan untuk memantau parameter berikut:
- Tekanan injeksi
- Viskositas resin
- Mengisi waktu
· Toleransi Alat
Cetakan injeksi biasanya dibuat menggunakan permesinan CNC, yang memungkinkan untuk mencapai toleransi ketat yang mempertahankan akurasi sepanjang siklus pemanasan dan pendinginan proses.
Toleransi akan memastikan bahwa suku cadang menjadi dingin dengan benar tanpa mengurangi akurasi. Meskipun tidak umum karena penggunaan pemesinan CNC , tidak mengontrol toleransi saat membuat cetakan dapat mengakibatkan cacat parah seperti melengkung, menyusut, tenggelam, dll.
· Lokasi Pin Ejector
Sebuah pin ejektor adalah fitur dalam cetakan injeksi yang mendorong produk akhir dari cetakan. Pin datang dalam berbagai bentuk (bentuk datar adalah yang terbaik), di mana pin menerapkan sejumlah kekuatan untuk mendorong produk keluar. Akibatnya, ketika berada di tempat yang salah, dapat menyebabkan lekukan yang tidak diinginkan pada produk jadi. Selain itu, pada bahan yang tidak kaku atau bahan dengan pendinginan yang tidak seragam, pin ejektor dapat merusak produk yang belum selesai yang menyebabkan beberapa cacat kosmetik dan penyimpangan fisik.
· Lokasi Gerbang
Gerbang adalah bagian dari cetakan yang melaluinya bahan cetakan injeksi memasuki cetakan. Saat memutuskan lokasi gerbang, Anda harus mempertimbangkan hal berikut
- Tempatkan gerbang di penampang terdalam:Ini akan meminimalkan tenggelam dan kosong. Ini juga akan meningkatkan aliran plastik.
- Tempatkan gerbang di area berdinding tebal untuk pengepakan lengkap.
- Jangan letakkan gerbang di samping penghalang seperti pin dan inti.
- Jangan biarkan lokasi gerbang memengaruhi distorsi pelari dan estetika pengguna.
Gerbang harus ditempatkan di tempat yang tepat karena menempatkannya di tempat yang salah dapat menyebabkan hal berikut:
- Rasio pengisian tidak merata:Ini akan menyebabkan lengkungan dan penyusutan
- Selesai kosmetik yang buruk.
Jalankan Kontrol Proses yang Dapat Diulang
Kontrol proses adalah cara produsen mengkalibrasi variabel yang dapat memengaruhi kualitas komponen. Variabel-variabel ini merupakan bagian integral dari setiap proses manufaktur, dan kalibrasinya membantu mengurangi penyimpangan. Variabel umum adalah suhu, tekanan, dan waktu penahanan. Beberapa cara untuk mencapainya meliputi:
- Anda dapat menyematkan sensor suhu dan tekanan di cetakan untuk mengukur lingkungan cetakan dan memberikan umpan balik waktu nyata dan kontrol proses yang dapat diulang.
- Resin memiliki koefisien ekspansi termal yang tinggi yang dapat menyebabkan perubahan ukuran karena perubahan suhu. Oleh karena itu, saat bekerja dengan suku cadang pada suhu yang konsisten.
Toleransi Cetakan Injeksi Plastik yang Dapat Dicapai
Untuk mencapai toleransi cetakan injeksi nyata, ada beberapa toleransi cetakan injeksi plastik yang dapat dicapai yang dapat Anda perkenalkan pada desain cetakan plastik Anda. Di bawah ini adalah yang umum untuk plastik utama yang digunakan dalam cetakan injeksi plastik:
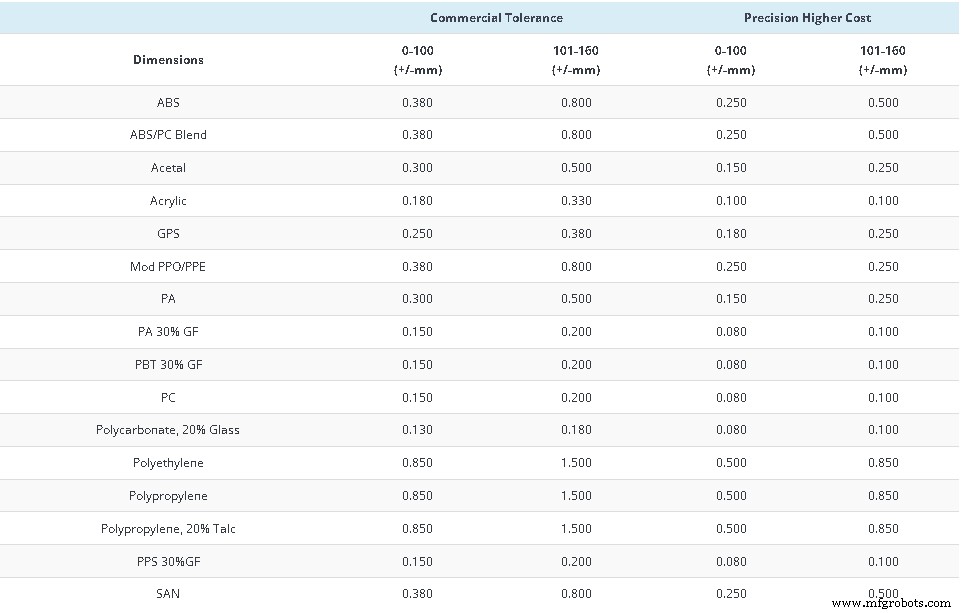
· Toleransi Dimensi +/- mm
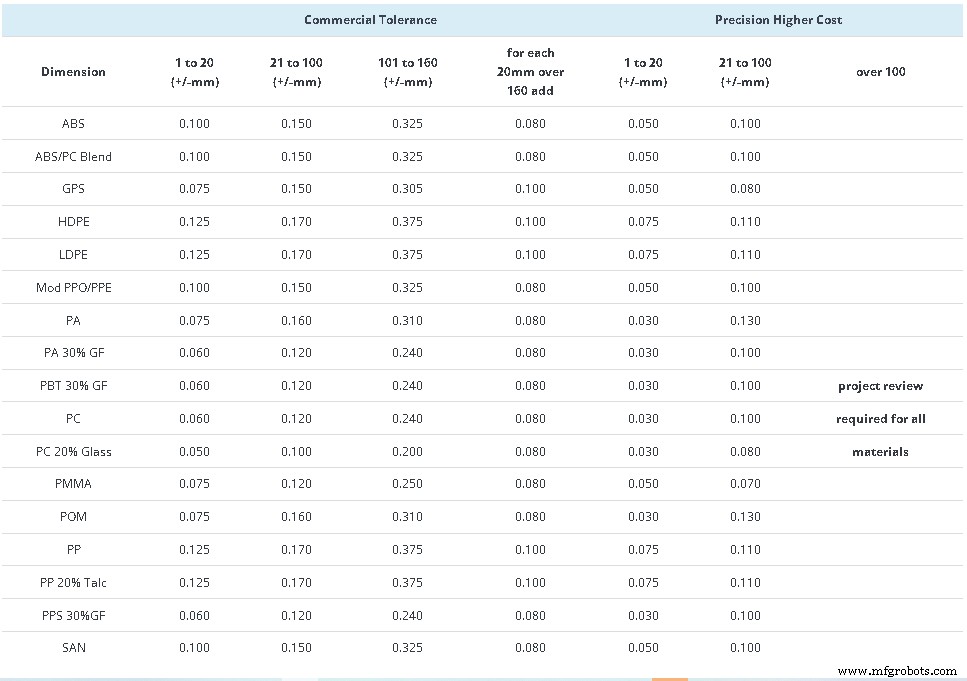
Mempertahankan tingkat akurasi bisa sangat menantang. Oleh karena itu, desainer menggunakan tanda (+/-) untuk menunjukkan rentang pengukuran. Setiap material memiliki rentang toleransi yang berbeda seiring dengan bertambahnya dimensi. Tabel di atas menunjukkan toleransi dimensi plastik utama yang digunakan dalam cetakan injeksi.
· Toleransi Lurus / Rata
Warping terjadi karena tingkat penyusutan cetakan yang berbeda dalam arah aliran cetakan dan melintasi aliran. Ini dapat terjadi karena ketebalan dinding yang berbeda, yang memiliki tingkat penyusutan yang berbeda. Mengubah desain cetakan, posisi gerbang yang lebih baik, dan kontrol proses dapat meminimalkan lengkungan. Namun, Anda mungkin perlu memiliki toleransi praktis dalam hal plastik karena kelengkungan sulit dicapai 100%.
· Toleransi Diameter Lubang +/- mm
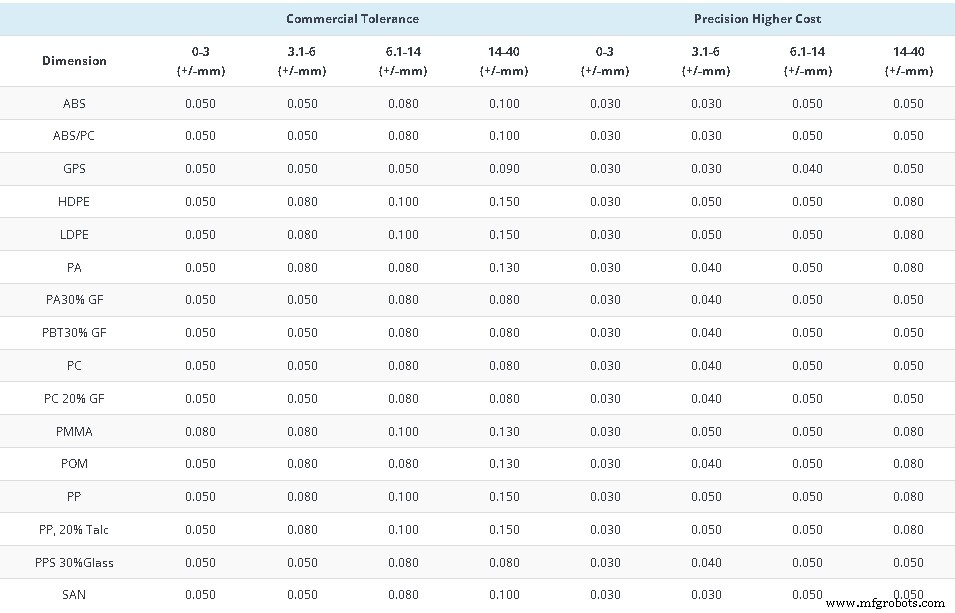
Semakin besar ukuran lubang, semakin perlu mempertimbangkan toleransi. Bagan di atas secara eksplisit menunjukkan toleransi untuk berbagai ukuran diameter lubang.
· Toleransi Kedalaman Lubang Buta +/- mm
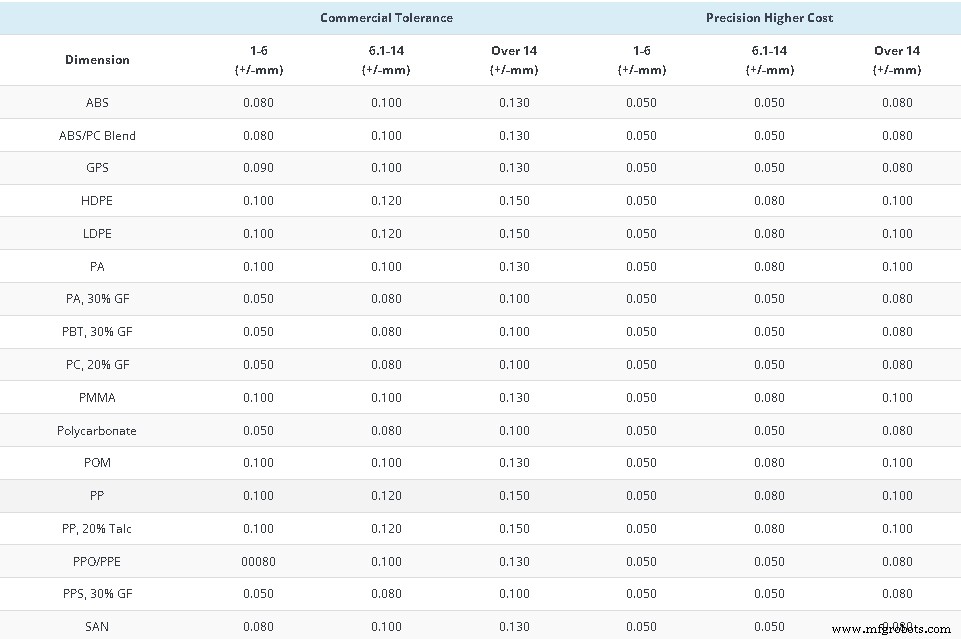
Lubang buta adalah lubang yang dibor ke dalam benda kerja dengan menggunakan inti sisipan tanpa menembusnya. Mereka tetap dan ditahan di salah satu ujungnya, yang meningkatkan kecenderungan mereka untuk mengalami deformasi di bawah gaya aliran campuran yang kuat. Bagan di atas menunjukkan toleransi berbeda yang dapat Anda gunakan.
· Toleransi Konsentrisitas/Ovalitas +/- mm
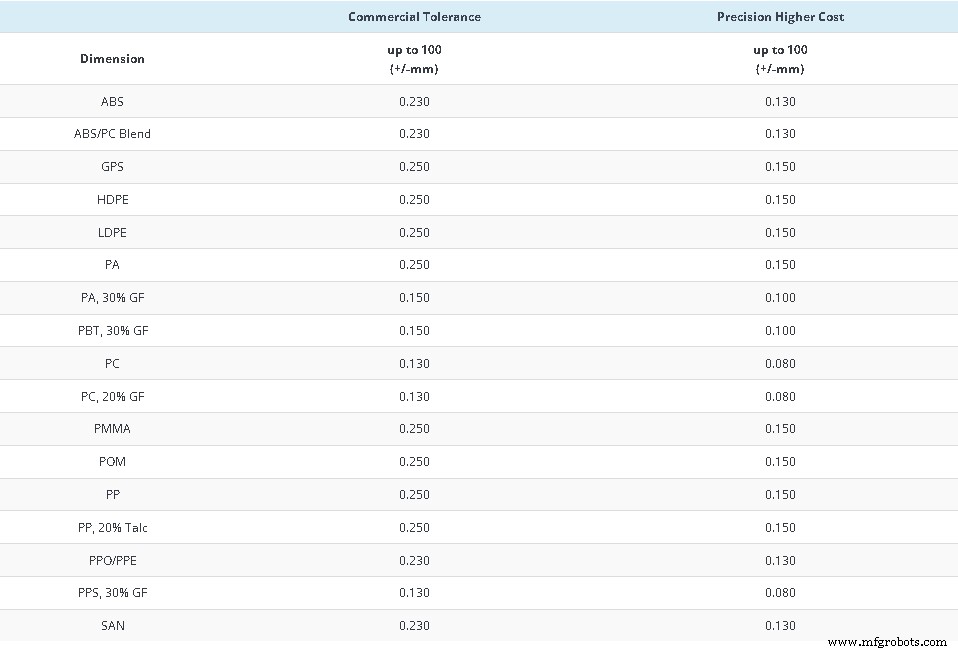
Ini melibatkan penentuan ketebalan dinding (perbedaan antara diameter luar dan diameter dalam). Bagan di atas menunjukkan toleransi yang berbeda dan perubahan biaya sehubungan dengan pencapaian toleransi ini.
Kesimpulan
Selalu ada tingkat variasi dalam cetakan injeksi yang membuatnya penting untuk memiliki rentang penyimpangan yang diizinkan sehingga untuk berfungsinya suku cadang secara efektif setelah perakitan. Akibatnya, toleransi cetakan injeksi sangat penting dalam merakit produk yang memiliki beberapa bagian cetakan injeksi.
Pada pengontrolan dan pengoptimalan toleransi cetakan injeksi, dimungkinkan untuk menentukan kisaran deviasi yang diizinkan yang membantu berfungsinya produk secara maksimal. Cara umum untuk mencapai hal ini sangat bergantung pada DfM, pemilihan material, dan kontrol proses, dan artikel ini membantu Anda menyederhanakan cara umum yang akan sangat berguna dalam proyek Anda.
Memulai RapidDirect
Memproduksi produk berkinerja tinggi dan konsisten dari beberapa bagian cetakan injeksi hadir dengan penargetan dan pengurangan variasi dalam cetakan injeksi. Melalui pengoptimalan suku cadang, dimungkinkan untuk membuat suku cadang yang andal dan berkualitas tinggi.
Bermitra dengan kami di RapidDirect dapat menjadi keputusan terbaik Anda dalam membuat suku cadang berkualitas tinggi. Kami adalah perusahaan pembuat prototipe cepat yang berpengalaman dalam layanan pencetakan injeksi dengan mesin dan pengalaman yang diperlukan untuk mewujudkan tujuan itu. Tim kami terdiri dari individu-individu berkualitas yang berkomitmen untuk memberikan produk berkualitas tinggi dengan kecepatan yang tepat.
FAQ
Apa toleransi tipikal untuk komponen cetakan injeksi?
Cetakan injeksi dibuat menggunakan mesin CNC, yang memiliki akurasi dan presisi tinggi. Biasanya, dimungkinkan untuk mencapai toleransi +/- 0,005 inci. Dimungkinkan juga untuk mencapai toleransi yang lebih ketat dengan menggunakan metode ini. Namun, ini tergantung pada mesin dan pengalaman tim.
Apa efek dari menetapkan toleransi yang lebih ketat?
Menggunakan toleransi yang ketat dalam cetakan injeksi akan menyebabkan peningkatan biaya produksi. Selain itu, membuat dan merakit beberapa bagian menjadi produk akhir menjadi lebih sulit. Oleh karena itu, ada juga peningkatan biaya tenaga kerja dan pemborosan bahan yang tinggi
Seberapa akurat cetakan injeksi?
Injection moulding sangat akurat, sehingga cocok untuk fabrikasi berbagai jenis bahan. Meskipun memiliki beberapa batasan desain, cetakannya tepat dan biasanya dalam 0,005 inci. Akibatnya, ini adalah metode produksi yang sangat andal yang digunakan oleh banyak layanan pembuatan prototipe cepat.


