Die Casting Tekanan Rendah:Panduan Sederhana untuk Memahami Prosesnya
Dari namanya, die casting bertekanan rendah melibatkan penyuntikan material cair ke dalam die-cast di bawah tekanan rendah yang terkontrol dengan baik yang memberikan keuntungan proses. Misalnya, memungkinkan pembuatan roda simetris aksial yang akurat, sehingga industri otomotif adalah pengguna utama proses tersebut.
Sebelum Anda melakukan outsourcing ke layanan die casting, penting untuk mengetahui prosesnya sendiri. Oleh karena itu, artikel ini akan memperkenalkan die casting bertekanan rendah, cara kerjanya, kelebihan dan kekurangannya, serta alternatif lain yang bisa Anda gunakan.
Apa itu Die Casting Tekanan Rendah?
LPDC melibatkan pengisian cetakan die-cast dengan logam cair di bawah tekanan rendah. Ini sangat akurat karena pengisian rongga die yang konstan selama fase menyusut (pemadatan). Ini berarti mengkompensasi pengurangan volume. Atribut lainnya termasuk pengurangan pembentukan oksida dan porositas dan konsistensi unggul logam cair dari atas ke bawah.
Bagaimana Cara Kerja Die Casting Tekanan Rendah?
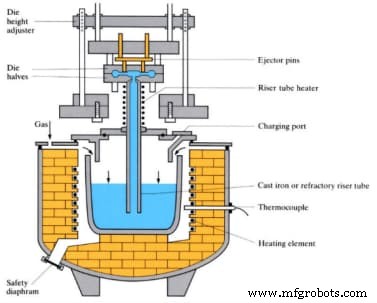
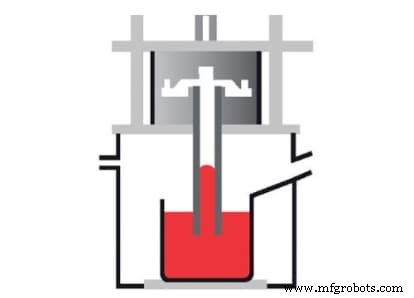
Pengecoran die bertekanan rendah menggunakan tekanan kecil, biasanya sekitar 20-100 kPa (2,9-14,5 psi), bukan gravitasi untuk mengisi die. Berbeda dengan proses die casting tradisional, ia memiliki pengaturan yang unik dan menggunakan beberapa peralatan. Di bawah ini adalah ilustrasi penyiapan dan peralatan yang dibutuhkan.
Prosesnya dimulai dengan tungku peleburan yang melelehkan paduan logam dan membawanya ke suhu pengecoran. Misalnya, aluminium memiliki suhu pengecoran 710-720
0
C.
Logam cair kemudian akan masuk ke tungku penahan di bawah cetakan, yang berfungsi sebagai wadah sekaligus mempertahankan cairan pada suhu pengecoran.
Tekanan rendah memaksa logam cair melalui tabung riser ke dalam cetakan. Logam cair bergerak di bawah tekanan konstan sampai logam cair membeku di rongga cetakan.
Pada pemadatan, tekanan dilepaskan, dan logam cair yang tersisa kembali melalui tabung riser ke tungku penahan untuk didaur ulang. Terakhir, coran akan mudah dilepas setelah cetakan didinginkan.
Keuntungan dari Die Casting Tekanan Rendah
LPDC memiliki banyak keunggulan sehingga menjadi metode die casting yang dapat diterapkan di beberapa industri. Berikut adalah beberapa keuntungan dari proses tersebut.
· Akurasi Tinggi
Bagian yang dibuat menggunakan proses sangat akurat. Hal ini disebabkan oleh tekanan rendah yang dipertahankan selama pemadatan. Oleh karena itu, ada pengisian rongga cetakan secara terus-menerus, mengimbangi penyusutan volume saat logam cair mengeras. Karena akurasinya yang tinggi, ini adalah metode terbaik untuk membuat bagian yang simetris secara aksial seperti roda.
· Ini Membentuk Coran Sangat Murni
Coran sangat murni karena sedikit atau tidak ada terak yang bertanggung jawab atas pengotor. Rendahnya tingkat slag disebabkan oleh pengaturan mesin pengecoran. Umumnya, terak berada di permukaan logam cair. Namun, karena tabung riser turun ke tungku penahan, logam cair yang dipaksa masuk ke rongga tidak mengandung terak. Oleh karena itu casting yang sangat murni. Juga, karena ini adalah proses tekanan rendah, kemungkinan terak memasuki cetakan rendah.
Selain itu, prosesnya tidak menyebabkan oksidasi logam cair karena proses pengisian yang stabil. Stabilitas mengurangi atau menghilangkan kejatuhan, benturan, dan percikan logam cair selama proses. Oleh karena itu, tidak ada pembentukan terak oksidasi yang dapat mempengaruhi kemurnian coran.
· Memiliki Kemampuan Bentuk Yang Baik
Pengisian tekanan rendah menghasilkan sifat mampu bentuk yang baik karena peningkatan fluiditas logam cair. Oleh karena itu, coran yang dibuat dengan proses memiliki garis yang jelas dan permukaan yang halus. Umumnya, proses ini ideal untuk membuat komponen cor dengan geometri kompleks karena kemampuan bentuk yang tinggi.
· Kristalisasi
Karena pengecoran mengeras di bawah tekanan, ia dapat mengkristal dan membentuk struktur yang kompak. Oleh karena itu, coran yang dibuat melalui proses bersifat padat dan cocok untuk membuat bagian yang membutuhkan nilai kekuatan yang baik.
Kekurangan Die Casting Tekanan Rendah
Meskipun proses die casting bertekanan rendah sangat ideal untuk mencapai hasil yang akurat, proses ini juga memiliki kelemahan.
· Siklus Casting Lebih Lambat
Salah satu kelemahannya adalah siklusnya lebih lambat karena tekanannya rendah. Oleh karena itu, jumlah suku cadang yang dapat diproduksi rendah, dan suku cadang tersebut memiliki biaya tinggi.
· Bagian Logam yang Terkikis
pengecoran aluminium . yang terkikis bentuk dapat terjadi karena bagian logam dari peralatan bersentuhan dengan logam cair. Hal ini dapat menyebabkan biaya perawatan yang tinggi, terutama dalam pengaturan manufaktur besar. Selain itu, konstituen dari bagian logam peralatan dapat masuk ke logam cair, yang memengaruhi kinerja.
· Tidak Cocok untuk Membuat Bagian Berdinding Tipis
Ketebalan dinding coran minimum yang dapat Anda buat menggunakan proses ini adalah sekitar 3mm. Oleh karena itu, tidak cocok untuk membuat bagian berdinding tipis daripada die casting bertekanan tinggi.
Langsung Cepat :Mitra Die Casting Tekanan Rendah Anda
Proses pengecoran tekanan rendah harus berada di urutan teratas daftar Anda jika proyek Anda membutuhkan akurasi, pengecoran murni, dan sifat material yang luar biasa. Meskipun memiliki siklus casting yang lambat, memilih proses yang sempurna untuk proyek Anda membutuhkan pengalaman dan pengetahuan. Jadi ada baiknya untuk mendapatkan saran ahli sejak dini.
Hubungi RapidDirect untuk membantu kebutuhan manufaktur Anda. Kami menawarkan layanan die casting bertekanan rendah dan beragam layanan manufaktur lainnya, termasuk permesinan CNC, pencetakan 3D, dan fabrikasi lembaran logam yang dapat memenuhi kebutuhan Anda dengan tim teknik dan pabrik kami yang tangguh.
Anda dapat meminta penawaran hari ini dengan mengunggah file desain Anda atau lihat panduan kami untuk die casting, yang memberikan informasi lebih lengkap tentang teknik die casting, termasuk proses, bahan, permukaan akhir, aplikasi, dan biayanya.
Die Casting Bertekanan Rendah vs. Die Casting Bertekanan Tinggi
Pengecoran die tekanan rendah dan tekanan tinggi dapat diterapkan dalam skenario yang berbeda tergantung pada kompleksitas komponen, jumlah suku cadang, dan anggaran produksi. Di bawah ini adalah klarifikasi tentang perbedaan antara keduanya dan keunggulan die casting tekanan rendah dibandingkan die casting tekanan tinggi.
· Waktu siklus
Kisaran tekanan die casting tekanan rendah adalah sekitar 0,7bar hingga 1 bar. Di sisi lain, die-casting bertekanan tinggi melibatkan tekanan tinggi (seringkali lebih dari 1000bar).
Akibatnya, die casting bertekanan rendah memiliki waktu siklus yang lebih rendah daripada die casting bertekanan tinggi. Hal ini terlihat pada yang terakhir bertanggung jawab atas sekitar 50% pengecoran logam ringan di depan 20% tekanan rendah.
· Kekuatan Bagian
Bagian yang dibuat dari pengecoran tekanan rendah memiliki nilai kekuatan yang tinggi karena pemadatan terjadi di bawah tekanan konstan untuk waktu yang lama untuk membentuk struktur yang kompak dan padat. Bagian yang dibuat menggunakan tekanan tinggi juga memiliki nilai kekuatan yang baik. Namun, Anda tidak dapat membandingkan kekuatannya dengan suku cadang yang dibuat menggunakan tekanan rendah karena tekanannya tinggi dan waktunya cepat.
· Kualitas Transmisi
Pengecoran yang dilakukan dengan menggunakan tekanan rendah memiliki kualitas yang lebih tinggi daripada pengecoran tekanan tinggi. Hal ini disebabkan pengurangan volume karena penyusutan yang dilengkapi dengan injeksi logam cair yang konstan ke dalam rongga die sampai pemadatan.
Juga, coran ini lebih murni karena jumlah terak yang lebih sedikit, dan tidak memiliki pori-pori. Ini tidak seperti coran bertekanan tinggi, yang dapat memiliki pori-pori karena tekanan tinggi, dan terak dapat disuntikkan ke dalam rongga cetakan.
· Biaya
Die casting bertekanan tinggi menimbulkan biaya operasi dan investasi yang lebih tinggi daripada die casting bertekanan rendah karena mesin yang dibutuhkan. Namun, biaya komponennya lebih rendah karena waktu siklusnya yang cepat.
· Ketebalan
Pengecoran bertekanan rendah adalah metode ideal untuk membuat bagian yang tebal. Namun, tidak cocok untuk bagian dinding tipis (tidak cocok untuk ketebalan di bawah 3mm). Di sisi lain, pengecoran bertekanan tinggi dapat membuat bagian dinding tipis (di bawah 0,40 mm).
Alternatif untuk Die Casting Tekanan Rendah
Meskipun memiliki banyak keuntungan, kondisi tertentu dapat membatasi penggunaan pengecoran tekanan rendah. Oleh karena itu, kami memperkenalkan beberapa alternatif untuk proses tersebut dan bagaimana perbandingannya dengan proses pengecoran tekanan rendah.
· Pengecoran Gravitasi
Gravity die casting, juga dikenal sebagai proses pengecoran cetakan permanen, adalah proses yang melibatkan pengisian logam cair ke dalam cetakan menggunakan gravitasi. Sangat cocok untuk paduan bahan non-ferrous seperti aluminium, tembaga, magnesium, dan seng.
Salah satu keuntungan pengecoran gravitasi dibandingkan pengecoran tekanan rendah adalah berbagai bahan yang kompatibel. Ini tidak seperti yang terakhir yang lebih populer untuk bekerja dengan paduan aluminium. Oleh karena itu nama "aluminium die casting bertekanan rendah."
· Pengecoran Investasi
Pengecoran investasi atau pengecoran presisi didasarkan pada proses lama yang disebut pengecoran lilin yang hilang. Prosesnya melibatkan pembuatan pola lilin dalam bentuk produk akhir melalui proses seperti cetakan injeksi atau pencetakan 3D .
Lilin dicelupkan ke dalam bubur keramik dengan ketebalan yang dikontrol untuk membentuk cetakan. Pada pemadatan lilin, cetakan dipanaskan dan lilin dikeluarkan untuk membuat casing logam. Logam cair kemudian dapat disuntikkan ke dalam cetakan, dan mengikuti prosedur yang tepat
Pengecoran investasi lebih akurat daripada pengecoran tekanan rendah karena pola lilin berasal dari proses manufaktur yang presisi seperti pencetakan 3D. Juga, keramik tidak mengembang.
· Pengecoran Pasir
Pengecoran pasir adalah proses pengecoran logam yang paling umum digunakan di pabrik khusus yang disebut pengecoran. Proses tradisional melibatkan pembuatan cetakan menggunakan pasir, tanah liat, dan air, mengisinya dengan logam cair, dan memecahkan cetakan setelah selesai. die casting vs. sand casting perbandingan sebagian besar didasarkan pada jenis logam yang Anda kerjakan. Pengecoran pasir mengalahkan pengecoran tekanan rendah saat Anda ingin bekerja dengan logam panas tinggi.
Kesimpulan
Pengecoran die tekanan rendah melibatkan penyuntikan logam cair (terutama aluminium) ke dalam cetakan dengan tekanan berlebih yang relatif rendah. Proses ini memiliki waktu siklus yang singkat. Selain itu, sangat akurat untuk membuat coran dengan geometri kompleks dan memberikan pengecoran murni dengan sifat material yang luar biasa menjadikannya proses teratas di banyak industri. Artikel ini memperkenalkan cara kerjanya, kelebihan dan kekurangannya, serta alternatif lain yang dapat Anda gunakan.
Apakah Anda memiliki pertanyaan tentang prosesnya? Silakan hubungi RapidDirect. Anda juga dapat mengunggah desain Anda untuk mendapatkan penawaran hari ini dan temukan bagaimana kami dapat mendukung kebutuhan die casting Anda.
FAQ
Mengapa aluminium bagus untuk die casting?
Aluminium adalah bahan yang paling umum untuk die casting karena ringan. Meskipun ringan, pengecoran aluminium memiliki kekuatan tarik yang tinggi. Juga, ada lebih banyak pilihan finishing permukaan untuk pengecoran aluminium. Oleh karena itu, bahan ini lebih estetis daripada bahan non-ferrous lainnya.
Apa saja jenis die casting bertekanan?
Ada dua jenis die casting bertekanan tinggi:die casting bertekanan tinggi dan die casting bertekanan rendah. Kedua proses serupa dalam pengaturan. Namun, mereka berbeda dalam proses dan sifat. Oleh karena itu, mereka berlaku dalam skenario yang berbeda.
Pengecoran bertekanan tinggi memiliki aplikasi yang lebih luas karena siklus pengecoran yang tinggi. Namun, pengecoran tekanan rendah lebih akurat dan cocok untuk membuat bagian yang simetris secara aksial.


