Rolling of Steel di Rolling Mills berukuran kecil dan menengah
Penggulungan Baja di Pabrik Pengerolan ukuran kecil dan menengah
Pengerolan baja terdiri dari melewatkan material, biasanya disebut sebagai rolling stock, antara dua gulungan yang digerakkan pada kecepatan periferal yang sama dalam arah yang berlawanan (yaitu satu searah jarum jam dan yang kedua berlawanan arah jarum jam) dan diberi jarak sedemikian rupa sehingga jarak antara keduanya agak kurang dari ketebalan bagian baja yang masuk. Dalam kondisi ini, gulungan mencengkeram material dan mengirimkannya berkurang ketebalannya, bertambah panjangnya dan mungkin agak bertambah lebarnya. Ini adalah salah satu proses yang paling banyak digunakan di antara semua proses pembentukan logam, karena produktivitasnya yang lebih tinggi, kontrol yang ketat terhadap produk yang digulung, dan biaya pengoperasian yang lebih rendah. Pengerolan mampu menghasilkan produk yang memiliki penampang konstan sepanjang panjangnya. Banyak bentuk dan bagian yang dapat digulung dengan proses penggulungan baja.
Pengerolan baja adalah proses pembentukan logam yang digunakan untuk deformasi plastis baja. Deformasi plastis disebabkan oleh gaya tekan yang diterapkan melalui gulungan yang berputar. Tegangan tekan yang tinggi disebabkan oleh gesekan antara gulungan dengan permukaan material baja. Material baja terjepit di antara sepasang gulungan yang dipasang pada dudukan gulungan, akibatnya ketebalan baja yang digulung berkurang dan panjangnya bertambah.
Bagian baja umumnya digulung dalam beberapa lintasan, yang jumlahnya ditentukan oleh rasio bahan masukan awal dan penampang akhir produk jadi. Area penampang berkurang di setiap lintasan dan bentuk dan ukuran rolling stock secara bertahap mendekati profil yang diinginkan.
Umumnya, rolling dilakukan pada suhu tinggi, yang disebut hot rolling, karena kebutuhan deformasi yang besar. Pengerolan panas menghasilkan produk canai yang biasanya bebas tegangan sisa. Namun, penskalaan merupakan masalah utama selama penggulungan panas, karena sulit untuk mempertahankan akurasi dimensi.
Kualitas dimensi akhir dari produk yang digulung ditentukan oleh dudukan penggulung di dalam penggilingan akhir. Keakuratan dimensi pada produk akhir bergantung pada banyak faktor termasuk dimensi stok awal, urutan roll pass, suhu, struktur mikro, kualitas permukaan gulungan, kekakuan gulungan dan dudukan, dan kondisi gesekan rolling stock/roll.
Sebuah rolling mill adalah tempat di mana penggulungan baja dilakukan. Ini terdiri dari satu atau lebih rolling stand bersama dengan beberapa peralatan bantu di mana operasi bantu yang terkait dengan rolling baja dilakukan. Pengerolan baja di pabrik penggilingan kecil dan menengah umumnya dilakukan di pabrik penggilingan lintas negara.
Pabrik penggulungan disebut pabrik penggulung lintas negara karena pengaturan dudukan gulungan. Di pabrik penggulung ini, garis tengah dudukan gulungan sejajar satu sama lain dan bahan yang digulung digeser tegak lurus terhadap arah penggulungan. Meja transfer dan skid digunakan di pabrik ini untuk membalikkan arah perjalanan benda kerja dan memindahkannya dari satu set roll stand ke yang lain. Salah satu karakteristik pabrik lintas negara adalah bahwa benda kerja harus cukup pendek sehingga satu bagian dapat meninggalkan pabrik sebelum yang lain dipindahkan ke sana.
Dalam arti yang lebih luas, rolling mill terdiri dari satu set roll stand bersama dengan serangkaian peralatan yang melakukan operasi rolling dan bantu. Bahan baja yang akan digulung diangkut dari stok ke tungku pemanas ulang di mana ia dipanaskan hingga suhu penggulungan. Operasi yang berbeda yang dilakukan di pabrik penggilingan terdiri dari (i) penggulungan bahan baja yang dipanaskan di pabrik, (ii) pemindahan bahan yang sedang digiling dari satu dudukan rol ke yang lain, (iii) pembubutan atau puntiran dan penggeseran bahan dalam kasus beberapa pabrik, (iv) mengangkut produk baja setelah digulung, (v) mendinginkan bahan yang digulung pada alas pendingin di beberapa pabrik, (vi) memotong, menandai atau mencap produk yang digulung, dan (vii) memangkas , pengepakan, dan pengangkutan ke stok produk jadi. Lembaran aliran proses rolling di rolling mill ukuran kecil dan menengah ditunjukkan pada Gambar 1.
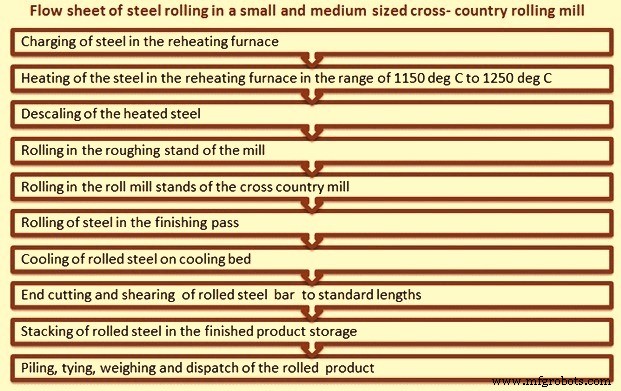
Gbr 1 Flow sheet proses rolling di pabrik lintas negara
Jenis tata letak pabrik lintas negara digunakan untuk pabrik penggilingan yang memiliki kapasitas rendah. Tata letak ini umumnya diadopsi karena terbatasnya ruang yang tersedia untuk pabrik. Jenis tata letak pabrik lintas negara membatasi panjang maksimum produk baja yang dapat digulung dari pabrik.
Pabrik lintas negara adalah pabrik penggilingan panas yang biasanya digunakan untuk menggulung produk baja berbentuk seperti bulat, kotak, datar, atau bagian dll. Produk baja berbentuk biasanya dikenal dengan nama umum yaitu 'produk panjang'.
Rolling mill tipe cross country terdiri dari beberapa roll stand yang diatur sedemikian rupa sehingga benda kerja tidak pernah berada di lebih dari satu roll stand pada saat yang bersamaan. Karena dudukan rol terletak bersebelahan, benda kerja dipindahkan secara menyamping ke tempat penggulungan dari berbagai dudukan. Di banyak pabrik lintas negara, penggulungan benda kerja terjadi di kedua arah. Di penggilingan seperti itu karena arah penggilingan berubah setelah setiap lintasan, hal itu memiliki efek positif pada kualitas produk yang digulung.
Pada setiap lintasan ada pengurangan penampang dan pertambahan panjang yang sesuai. Ini berarti bahwa perlu ada fasilitas yang tersedia untuk mengambil potongan baja terpanjang di setiap stand dan tentu saja ini berlaku untuk kedua sisi pabrik.
Ada batasan untuk pengurangan maksimum yang mungkin dicapai di pabrik lintas negara menggunakan penggerak tunggal, terutama jika dirancang sedemikian rupa sehingga ada lebih dari satu bagian bahan baja yang digulung di pabrik penggilingan pada satu waktu. Oleh karena itu, ukuran material baja yang masuk biasanya cukup kecil. Selanjutnya dalam penggilingan tersebut, dua dudukan tinggi dapat diatur sedemikian rupa sehingga gulungan atas dari dudukan pertama sesuai tingginya dengan gulungan bawah dari dudukan kedua dan seterusnya memungkinkan potongan untuk diproses mundur dan maju secara bergantian sepanjang garis berdiri. Jika ada kombinasi dua dudukan tinggi dan tiga dudukan tinggi dalam rakitan lintas negara yang sama, gulungan tengah dari dudukan tiga tinggi sesuai dengan gulungan yang digerakkan dari dua unit tinggi terkait.
Pengaturan alternatif adalah agar tribunan lintas alam didahului dengan tribunan roughing tunggal di mana hanya jumlah lintasan ganjil (misalnya 3 sampai 5) yang diambil dan kemudian baja dapat dilewatkan ke tribunan lintas alam. Tata letak ini juga dapat digunakan untuk menggulung bahan masukan dengan penampang yang lebih tinggi.
Di pabrik penggilingan lintas negara, seperti di pabrik penggilingan panas lainnya, penggilingan dilakukan di atas suhu rekristalisasi bahan baja. Selama penggulungan di pabrik ini, butiran, yang berubah bentuk selama proses penggulungan, mengkristal ulang, mempertahankan struktur mikro yang seimbang dan mencegah material baja dari pengerasan kerja. Dalam jenis pengerolan ini, produk baja canai panas memiliki arah yang sangat kecil dalam sifat mekanik dan tegangan sisa yang diinduksi deformasi.
Produk panjang biasanya digulung dalam beberapa lintasan, yang jumlahnya ditentukan oleh rasio penampang bahan baja input awal dan penampang akhir produk jadi. Luas penampang berkurang di setiap lintasan gelinding dan bentuk serta ukuran material baja yang digulung secara bertahap mendekati profil yang diinginkan.
Dudukan gulungan yang digunakan di pabrik lintas negara adalah dua dudukan tinggi atau tiga dudukan tinggi. Pabrik lintas negara biasanya terdiri dari beberapa tegakan dua-tinggi atau tiga-tinggi, atau kombinasi keduanya.
Dudukan dua gulungan tinggi memiliki dua gulungan di dalamnya. Satu yang berada di atas dikenal sebagai gulungan atas sedangkan yang lainnya dikenal sebagai gulungan bawah. Dalam dua pabrik berdiri tinggi, penggulungan hanya dalam satu arah. Dalam hal menggelinding ke arah sebaliknya, gilingan harus dibalik. Jika mill tidak dibalik maka digunakan tipe pullover two high stand. Dalam hal ini bahan baja setelah digulung dalam lintasan dipindahkan ke sisi pengumpanan umumnya di atas gulungan untuk penggulungan lebih lanjut di lintasan berikutnya.
Pada tiga stand rol tinggi terdapat tiga rol yang terdiri dari rol atas, rol tengah, dan rol bawah. Bahan baja diumpankan dalam satu arah melalui dua gulungan dan kemudian dibalik melalui pasangan lainnya. Gulungan tengah biasa terjadi di setiap pemberian makan. Tiga dudukan rol tinggi digunakan untuk membalikkan arah batang baja yang digulung tanpa membalikkan arah putaran motor dan penggerak roda gigi. Satu celah (antara gulungan bawah dan tengah) mengambil bilah ke satu arah sementara celah lainnya (antara gulungan atas dan tengah) mengambil bilah ke arah lain. Untuk memindahkan palang dari elevasi celah bawah ke celah atas, tabel kemiringan dapat digunakan. Metode lain untuk memindahkan bilah juga digunakan, seperti meja angkat yang menggerakkan seluruh meja ke atas dan ke bawah.
Dalam dua dudukan gulungan tinggi, salah satu gulungan (atas atau bawah) atau kedua gulungan didorong. Dalam hal tiga dudukan rol tinggi, satu atau dua rol digerakkan sementara rol keseimbangan berputar dengan gesekan. Jika dua rol didorong dalam tiga dudukan tinggi, biasanya rol atas dan bawah digerakkan, sedangkan rol tengah digerakkan oleh gesekan.
Torsi dan daya adalah dua komponen penting dari rolling. Torsi adalah ukuran gaya yang diterapkan pada gulungan untuk menghasilkan gerakan rotasi sementara daya diterapkan ke pabrik penggulung dengan menerapkan torsi pada gulungan dan melalui tegangan benda kerja. Dalam rolling mill, daya dihabiskan terutama dalam empat cara yaitu (i) energi yang dibutuhkan untuk mengubah bentuk baja, (ii) energi yang dibutuhkan untuk mengatasi gaya gesekan, (iii) daya yang hilang pada pinion dan sistem transmisi daya , dan (iv) rugi-rugi listrik di berbagai motor.
Umumnya penggerak tunggal digunakan di pabrik penggulung berukuran kecil dan menengah dengan tata letak lintas negara untuk semua penyangga gelindingan. Dalam hal stand roughing up-stream, stand roughing mungkin memiliki drive terpisah. Penggerak terdiri dari (i) motor listrik dengan kapasitas yang memadai, (ii) sabuk penggerak, (iii) fly wheel, (iv) set roda gigi, (v) pinion stand dan (vi) kopling. Umumnya motor AC (arus bolak-balik) digunakan di pabrik ini karena kontrol kecepatan bukanlah masalah penting untuk pabrik tersebut.
Gulungan biasanya bahan habis pakai utama dan sangat mahal di pabrik penggilingan. Gulungan digunakan untuk menggulung baja di pabrik penggilingan dan kinerjanya tergantung pada banyak faktor yang mencakup bahan yang digunakan dan beban yang dikenakan selama layanan. Desain roll dipengaruhi oleh batasan yang diterapkan oleh beban rolling, kekuatan roll dan torsi yang tersedia untuk rolling. Bahan gulungan harus mampu menahan beban yang secara plastis merusak rolling stock tanpa mengalami deformasi plastis.
Apakah gulungan besi atau gulungan baja akan digunakan dalam dudukan gulungan tertentu tergantung pada tugas khusus yang harus mereka lakukan. Gulungan besi dapat berupa gulungan besi abu-abu, gulungan besi paduan, gulungan dingin yang jelas atau gulungan dingin tertentu, gulungan komposit atau dupleks, gulungan dingin tidak terbatas, atau gulungan besi grafit bulat sedangkan gulungan baja dapat berupa gulungan baja cor atau gulungan baja tempa. Sifat penting yang harus dipertimbangkan untuk pemilihan gulungan termasuk ketangguhan, ketahanan terhadap retak termal, pembebanan kejut, atau keausan keras. Pemilihan gulungan tertentu bergantung pada masalah seperti permintaan produksi, biaya awal, dan kualitas spesifik yang diperlukan, dll. Kerjasama yang erat dengan produsen gulungan diinginkan untuk memastikan bahwa persyaratan ini sejauh mungkin dipenuhi.
Produk berbentuk digulung di antara gulungan beralur. Alur dipotong oleh mesin pembubut gulungan pada gulungan kawin. Bentuk alur ini melewati dimana material baja dilewatkan untuk mendapatkan penampang yang dituju. Sebelum mendapatkan bentuk akhir, material baja yang digulung melewati banyak lintasan. Roll pass diklasifikasikan sebagai (i) roughing pass, atau break down pass, (ii) leader pass, dan (iii) finishing pass. Roughing pass dimaksudkan untuk mengurangi luas penampang. Leader pass secara bertahap membawa penampang mendekati bentuk akhir sementara lintasan finishing memberikan material baja final atau penampang yang diperlukan.
Penggulungan dilakukan di antara gulungan beralur. Dua alur berlawanan dalam gulungan yang berkolaborasi membentuk lintasan, yang sesuai dengan bentuk penampang benda kerja yang diharapkan setelah lintasan. Setelah setiap lintasan, penampang berkurang dan bentuknya menjadi lebih dekat dengan bentuk produk akhir. Pengembangan bentuk lintasan berikutnya dan lokasinya yang tepat pada gulungan disebut desain lintasan gulungan.
Gulungan diperlukan untuk melakukan pekerjaan berat pengurangan penampang baja yang digulung. Gulungan harus menerima semua jenis tekanan, beban dari penggulungan normal dan tidak normal dan yang berubah dengan keausan gulungan selama kampanye penggulungan. Gulungan selanjutnya diharapkan tidak pecah, terkelupas, atau aus. Mereka juga diharapkan memberikan performa yang sangat baik tanpa menimbulkan masalah. Pada kondisi penggulungan, bidang kontak gulungan yang bersentuhan dengan baja mengalami keausan, sedangkan bagian lain dari badan gulungan dan leher gulungan tidak mengalami deformasi plastis atau kelelahan tetapi berada di bawah beban tinggi. Di masa lalu, teknologi rolling telah meningkat dan banyak berubah, tetapi roll selalu menjadi bagian penting dari rolling mill.
Rolls adalah alat rolling mill dan merupakan konsumsi paling mahal di rolling mill. Cara gulungan digunakan untuk melaksanakan tugasnya dalam mengubah bentuk baja dalam banyak kasus sangat ditentukan oleh desain lintasan gulungan. Tujuan dari desain roll pass adalah (i) produksi profil yang benar dalam batas toleransi dengan permukaan akhir yang baik (bebas dari cacat permukaan), (ii) produktivitas maksimum dengan biaya terendah, (iii) keausan gulungan minimum, (iv) mudah bekerja, dan (v) pemanfaatan energi yang optimal.
Keakuratan dan kecepatan kerja dan masa pakai gulungan semuanya terkait dengan desain lintasan gulungan dan pilihan bahan gulungan. Urutan rolling dari desain roll pass tunduk pada batasan yang diterapkan oleh beban rolling, kekuatan roll dan torsi yang tersedia untuk rolling. Desain roll pass juga untuk memastikan bahwa dimensi fisik dan material roll mampu menahan beban terberat yang timbul selama urutan rolling.
Bahan gulungan itu penting karena harus mampu menahan beban yang secara plastis mengubah bentuk rolling stock tanpa mengalami deformasi plastis. Dalam penggilasan baja panas, ini bukan masalah yang sulit dan gulungan besi atau baja cocok jika dioperasikan pada suhu yang jauh lebih rendah daripada suhu rolling stock. Pilihan bahan gulungan apakah besi tuang atau baja (cor atau tempa) tergantung pada tugas spesifik yang harus dilakukan gulungan dan sifat-sifat penting seperti ketangguhan permukaan, ketahanan terhadap retak termal atau pembebanan kejut atau sifat keausan keras. Pemilihan gulungan tertentu bergantung pada permintaan produksi, biaya awal, dan kualitas spesifik yang diperlukan.
Bahan gulungan penting untuk memperkirakan beban yang harus ditahan oleh gulungan. Selain itu, ini menunjukkan ukuran pabrik apa yang paling cocok untuk rentang produk tertentu untuk memastikan efisiensi yang wajar dalam mengerjakan pabrik. Mungkin salah satu faktor tunggal terpenting yang menyangkut masa pakai gulungan adalah sifat keausan bahan gulungan.
Gulungan untuk rotasi halus mereka serta untuk ketahanan terhadap kekuatan yang berbeda membutuhkan 'bantalan'. Bantalan rol adalah untuk memenuhi kebutuhan dasar rolling mill yang merupakan penggulungan halus produk baja. Mereka adalah perangkat pengurang gesekan yang memberikan dukungan pada gulungan untuk penggulungan yang efektif dengan kehilangan energi yang minimal. Bantalan harus dirancang untuk menahan beban rolling tinggi, guncangan berat, kecepatan bervariasi, dan suhu tinggi. Selain itu, bantalan juga harus dirancang untuk menahan masuknya kerak, kotoran, dan air. Mereka memainkan peran penting dalam mengurangi konsumsi daya dan meningkatkan kondisi rolling.
Bantalan rol, di mana gulungan di penyangga gulungan, dikenai beban tinggi. Beban spesifiknya juga tinggi. Agar bantalan dapat secara andal mendukung gaya gelinding, bantalan tersebut harus memiliki daya dukung beban yang tinggi. Di sisi lain, ruang pemasangan yang tersedia untuk bantalan ini dibatasi, terutama terkait dengan tinggi bagian bantalan.
Bantalan pabrik berukuran untuk menahan gaya pemisah pada kecepatan putaran terukur. Jenis dan gaya bantalan menentukan kapasitas dudukan pabrik. Bantalan penggeser (logam senapan atau serat) atau bantalan rol adalah bantalan yang paling umum digunakan di pabrik penggilingan produk berukuran panjang kecil dan menengah.
Selama penggulungan panas baja, panas dipindahkan ke gulungan. Jika tidak didinginkan, penumpukan panas menyebabkan peningkatan suhu gulungan ke suhu yang sama dengan stok yang digulung. Pada tahap ini gulungan juga akan mengalami deformasi plastis. Untuk menghilangkan panas dari gulungan, air pendingin diterapkan. Penerapan air pendingin harus dikontrol sehingga air tidak jatuh pada rolling stock pada titik masuk ke gulungan. Jika itu terjadi, itu hanya mendinginkan rolling stock, membuat kantong uap di antara roll dan rolling stock, dan air limbah yang bisa lebih baik digunakan di sisi lain roll. Untuk meminimalkan keausan gulungan, air pendingin gulungan harus diterapkan sedekat mungkin dengan titik di mana rolling stock meninggalkan gulungan.
Di pabrik penggilingan panas untuk produk panjang, peralatan pemandu memandu rolling stock pada saat masuk dan keluar dari roll pass sehingga rolling stock menjadi mulus. Peralatan pemandu harus kokoh, akurat dan stabil. Peralatan pemandu rolling mill memainkan peran utama dalam memastikan kualitas permukaan produk yang digulung. Panduan harus dirancang untuk berbagai macam ukuran dan bentuk stok yang biasanya ditemui dalam penggulungan produk yang panjang.
Peralatan pemandu biasanya diklasifikasikan dalam tiga cara yaitu (i) posisi sehubungan dengan stand kerja (misalnya panduan masuk dan panduan keluar dll.), (ii) metode konstruksi, dan (iii) jenis gesekan antara rolling stock dan elemen kerja peralatan pemandu (misalnya meluncur atau menggelinding, dll.).
Pabrik rolling lintas negara ukuran kecil dan menengah biasanya menggunakan panduan masuk dan keluar dari jenis geser yang juga dikenal sebagai panduan statis. Desain panduan ini didasarkan pada gesekan geser. Pemandu ini biasanya terdiri dari kotak pemandu, dua blok berlawanan yang dipasang di kotak pemandu pada sisi berlawanan dari garis lintasan gilingan dan memiliki saluran yang memanjang secara membujur pada permukaan yang berdekatan, pelat logam terpisah yang menjembatani saluran masing-masing dan dibentuk agar pas dengan sisi rolling stock berjalan melalui pemandu, dan sarana untuk mensirkulasikan air melalui saluran yang bersentuhan dengan permukaan luar pelat.
Peralatan bantu yang terkait dengan pabrik penggilingan ukuran kecil dan menengah
Peralatan bantu utama yang terkait dengan pabrik penggilingan ukuran kecil dan menengah diberikan di bawah ini.
- Peralatan kerak – Sebagai ganti sistem jet air bertekanan tinggi, di beberapa penggilingan digunakan penjepit rol untuk memecahkan kerak sehingga dapat jatuh sebelum menggelinding di penyangga rol pertama.
- Untuk pergerakan rolling stock beberapa pabrik menggunakan roller conveyor. Beberapa pabrik menggunakan transfer grid atau skid transfer untuk pergerakan lateral rolling stock.
- Tempat tidur pendingin – tempat tidur pendingin yang digunakan dalam jenis penggilingan ini adalah jenis geser dan mampu menampung satu batang penuh. Batang didinginkan di cooling bed melalui pendinginan alami oleh udara atmosfer.
- Ada tiga tempat di mana gunting digunakan di pabrik ini. Beberapa pabrik menggunakan gunting dingin yang memotong bahan umpan ke tungku sehingga hanya menghasilkan tempat tidur pendingin tunggal setelah penggulungan. Di beberapa pabrik lain, umpan ke tungku mengakomodasi dua kali lipat panjang unggun pendingin. Bahan ini digulung dalam penyangga kasar dan batang canai panas dipotong menjadi dua bagian dengan geser panas dan kemudian diumpankan ke pabrik lintas negara untuk mendapatkan panjang alas pendingin setelah penggulungan. Dalam semua kasus, batang yang didinginkan dari alas pendingin rolling mill dibawa ke geser dingin untuk pemotongan ujung dan untuk pemotongan batang sampai panjang standar.
- Setelah digeser, batang dikirim ke tiang panjang standar atau tiang panjang yang berbeda di mana ia dibiarkan mendingin lebih jauh ke suhu sekitar. Setelah pendinginan, produk ditumpuk atau dibundel dan diikat untuk dikirim ke pelanggan.


