

Proses manufaktur

Manufaktur industri
Pemanasan Baja di Tungku Pemanasan Ulang
Pemanasan ulang tungku adalah peralatan penting dalam proses rolling panas. Ini adalah jantung dari setiap pabrik penggilingan panas. Pemanasan ulang baja adalah proses yang berkesinambungan. Bahan baja yang akan digulung diisi di pintu masuk tungku pemanas ulang. Bahan baja didorong ke depan di perapian tungku dengan menggunakan mesin pendorong yang ramnya bersentuhan langsung dengan bahan baja. Bahan baja dipanaskan sebelumnya, dipanaskan dan direndam saat melewati zona pra-pemanasan, pemanasan dan perendaman dari tungku pemanas ulang. Pada akhir zona perendaman tungku, bahan baja dikeluarkan dari tungku dengan ejektor untuk digulung di pabrik penggulung. Temperatur bahan baja yang dipanaskan pada saat dibuang tergantung pada beberapa faktor dan dapat bervariasi dalam kisaran 1100 derajat C hingga 1250 derajat C.
Ukuran tungku pemanas ulang biasanya dinyatakan sebagai kapasitas untuk memasok pabrik penggilingan dengan baja yang cukup panas, dalam ton per jam. Material baja dengan komposisi material, dimensi, dan suhu pengisian yang berbeda dapat berada di tungku secara bersamaan.
Tungku pemanasan ulang yang digunakan untuk memanaskan bahan baja biasanya dianggap memiliki konsumsi energi yang tinggi. Ini juga memancarkan polutan dalam jumlah yang baik di atmosfer karena proses yang digunakan untuk menghasilkan panas adalah proses pembakaran. Proses pemanasan ulang memiliki pengaruh yang cukup besar terhadap keekonomisan kerja rolling mill.
Biasanya ada tiga jenis tungku pemanasan ulang terus menerus yang digunakan di pabrik penggilingan. Ini adalah (i) tungku tipe pendorong, (ii) tungku perapian berjalan, dan (iii) tungku balok berjalan.
Tungku tipe pendorong memiliki beberapa kelemahan yang meliputi (i) seringnya kerusakan pada tungku tahan api, (ii) tanda selip pada material baja yang dipanaskan, (iii) kehilangan energi karena pendinginan air pada luncuran, (iv) struktur pendukung baja bahan di tungku pembakaran atas dan bawah memiliki efek merugikan pada penggunaan energi, (v) pelepasan bahan baja harus disertai dengan pengisian bahan, (vi) ukuran dan berat bahan baja dan panjang tungku dibatasi oleh gesekan dan ada kemungkinan menumpuknya material baja di dalam tungku, dan (vii) tidak ada kemungkinan memanaskan material baja dari keempat sisinya.
Tungku pemanasan ulang memanaskan bahan baja yang diisi ke suhu penggulungan untuk penggulungan panasnya di pabrik penggulungan. Temperatur pengerolan adalah temperatur yang membuat muatan baja sesuai untuk deformasi plastis pada proses pengerolan. Untuk ini, baja harus memiliki suhu di mana struktur mikronya berada dalam kisaran austenitik.
Baja yang akan digulung biasanya berbentuk billet, bloom, atau slab. Bentuknya bisa persegi, persegi panjang, datar atau bulat. Ini membentuk tempat tidur muatan tungku. Tungku dapat berupa pembakaran atas atau pembakaran atas dan bawah. Pembakar dapat ditempatkan di ujung tungku, sisi tungku, atau di atap tungku. Tungku pemanasan ulang dapat menggunakan bahan bakar cair, bahan bakar gas atau bahan bakar padat. Pembakar ditempatkan sedemikian rupa untuk mencapai distribusi panas yang seragam.
Metode pemanasan normal atau konvensional dalam tungku pemanas ulang untuk memanaskan bahan baja hingga suhu penggulungan adalah dengan memanaskan baja dalam tungku yang dibakar dengan pembakar yang beroperasi pada atau sedikit di atas rasio stoikiometri bahan bakar yang digunakan. Rasio stoikiometri 100% didefinisikan sebagai rasio udara/bahan bakar yang menghasilkan pembakaran bahan bakar yang sempurna dan menghasilkan atmosfer gas dalam tungku yang hanya terdiri dari nitrogen (N2), karbon di-oksida (CO2) dan uap air ( H2O). Pembakaran pada rasio udara/bahan bakar sedikit di atas hasil stoikiometrik 100% dalam persentase kecil oksigen (O2) dalam atmosfer gas tungku. Juga, karena suhu tinggi yang ada di tungku, beberapa persentase N2 diubah menjadi oksida nitrogen.
Selama melintasi bahan baja melalui tungku, energi ditransfer ke bahan baja melalui konveksi dari gas pembakar panas yang bersentuhan langsung dengan bahan baja dan melalui radiasi dari dinding tungku yang dipanaskan dan atap tungku yang dipanaskan. . Perpindahan energi di dalam material baja terjadi secara konduksi. Perpindahan energi panas oleh radiasi adalah cara yang paling efisien dari transfer energi panas. Perpindahan radiasi energi panas terjadi melalui area perpindahan panas yang berguna yang diciptakan oleh lapisan material baja.
Komponen utama tungku pemanas ulang terdiri dari (i) ruang yang terbuat dari bahan tahan api dan bahan isolasi untuk menahan panas pada suhu operasi tinggi, (ii) perapian tungku untuk menopang dan membawa baja, (iii) satu set pembakar yang dapat menggunakan bahan bakar padat, cair, atau gas untuk menaikkan dan mempertahankan suhu di dalam ruang, (iv) sistem untuk menghilangkan gas buang pembakaran dari ruang, dan (v) sistem untuk memasukkan dan membuang material baja dari ruang tungku.
Seperti yang dinyatakan sebelumnya, tungku pada dasarnya dibagi menjadi tiga zona yaitu (i) zona pemanasan awal, (ii) zona pemanasan, dan (iii) zona perendaman. Di zona pemanasan awal, bahan baja yang diisi dipanaskan terlebih dahulu. Peran zona pemanasan awal adalah untuk meningkatkan suhu material baja secara progresif. Pemanasan lambat pada permukaan baja pada awalnya diperlukan untuk mengontrol tegangan termal pada material baja. Di zona pemanasan suhu permukaan material baja dinaikkan dengan cepat. Sebagian besar penyerapan panas oleh bahan baja dicapai di zona ini. Di zona perendaman, suhu internal bahan baja dikontrol sedemikian rupa sehingga sejauh mungkin memiliki suhu yang seragam di seluruh penampang bahan baja. Temperatur zona ini secara progresif meningkat sehingga memiliki target atau temperatur pengosongan yang diinginkan untuk material baja.
Dalam tungku pemanasan ulang, sebagian besar pemanasan terjadi di zona pemanasan. Keseragaman suhu hingga batas yang diinginkan antara inti dan permukaan material baja dicapai di zona perendaman. Gas buang bergerak ke arah yang berlawanan dengan arah bahan baja dan dengan demikian memastikan sejumlah besar pemulihan panas limbah dengan konveksi di zona pemanasan awal. Zona pemanasan awal juga kadang-kadang disebut zona penyembuhan. Kecepatan dan waktu retensi gas buang di tungku penting untuk transfer efektif panas sensibelnya ke material baja.
Tungku pemanasan ulang diperlukan untuk menjadi sangat hemat bahan bakar. Perlu memiliki (i) profil atap yang tepat, (ii) distribusi panas zona yang efektif, (iii) panjang zona pemanasan awal yang optimal untuk transfer panas penyembuhan, (iv) lokasi pembakar yang tepat, (v) lokasi eksit yang tepat port untuk gas buang, (vi) pembebasan panas yang cukup di dalam ruang tungku untuk memanaskan material baja dan mengatasi semua kehilangan panas, (vii) transfer efektif bagian panas yang tersedia dari gas tungku ke permukaan material baja dipanaskan, (viii) insulasi yang tepat untuk memiliki suhu kulit tungku minimum, (ix) kontrol yang efektif dari tekanan ruang tungku untuk menghilangkan masuknya udara atmosfer, (x) instrumentasi yang diperlukan untuk mengontrol parameter tungku yang penting, (xi) peralatan untuk pemulihan limbah panas, dan (xii) peralatan untuk pengendalian emisi.
Persyaratan operasi dasar tungku pemanas ulang meliputi (i) untuk mencapai suhu minimum yang diinginkan yang diperlukan untuk penggilasan baja secara konsisten, (ii) untuk meminimalkan perbedaan suhu antara permukaan, inti, dan sepanjang bahan baja untuk tingkat yang diinginkan dari 15 derajat C hingga 25 derajat C, (iii)) untuk meminimalkan titik-titik dingin yang juga dikenal sebagai tanda selip pada muatan baja, (iv) untuk menghindari panas berlebih dan pembakaran baja, (v) untuk meminimalkan kerak pembentukan, (vi) meminimalkan dekarburisasi pada permukaan baja, (vii) untuk menghindari tegangan termal dan retak pada bahan pengisi, (viii) untuk menghilangkan goresan pada permukaan bawah bahan baja, (ix) memiliki energi yang rendah konsumsi dan kehilangan panas minimal dari tungku, (x) untuk mendapatkan pemulihan maksimum panas sensibel gas buang, (xi) memiliki emisi yang dihasilkan dari pembakaran rendah, dan (xii) memiliki sistem fungsional kontrol yang sederhana dan mudah.
Efisiensi termal tungku pemanas ulang
Efisiensi termal dari tungku pemanas ulang didefinisikan sebagai peningkatan kandungan panas muatan baja, ketika pemanasan dari suhu awal ke suhu rolling, dibagi dengan energi yang disediakan oleh bahan bakar yang mencakup energi laten serta ditambah energi panas sensibel. .
Tungku pemanasan ulang mengkonsumsi sekitar 70 % sampai 80 % dari total konsumsi energi rolling mill yang memiliki jenis tungku pemanas ulang terus menerus. Tungku tipe pendorong menderita masalah efisiensi rendah yang abadi. Efisiensi termal tungku jenis ini biasanya berkisar antara 20% sampai 30% karena banyak panas yang hilang. Kehilangan panas dalam tungku disebabkan oleh beberapa alasan yang meliputi (i) panas yang tersimpan dalam struktur tungku, (ii) hilangnya panas dari dinding dan struktur luar tungku, (iii) panas yang dibawa oleh alat, perkakas, dan peralatan, (iv) panas yang dibutuhkan untuk memanaskan infiltrasi udara dingin di tungku, (v) panas yang dibawa oleh udara berlebih yang digunakan untuk pembakaran di tungku, (vi) kehilangan panas dalam gas buang, (vii) kehilangan panas karena kebocoran, dan (viii) kehilangan panas ke air pendingin yang digunakan untuk pendinginan skid. Sumber kehilangan panas terbesar adalah melalui gas buang yang keluar dari tungku. Semakin tinggi suhu tungku, semakin besar kerugian melalui gas buang. Diagram keseimbangan panas tipikal dari tungku pemanas ulang tipe pendorong ada di Gambar 1.
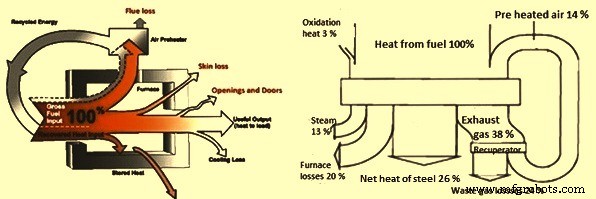
Gbr 1 Diagram keseimbangan panas tipikal dari tungku tipe pendorong
Pemanasan baja dan praktik pengoperasian
Pemanasan material baja di tungku pemanas ulang dipengaruhi oleh praktik operasi. Praktik pengoperasian yang baik memiliki kontrol yang lebih baik pada pembentukan kerak, konsumsi bahan bakar, dan kualitas pemanasan. Ini juga berdampak pada produktivitas tungku. Faktor-faktor yang mempengaruhi praktek operasi meliputi (i) cakupan perapian, (ii) suhu pelepasan bahan baja, (iii) keseragaman suhu sepanjang panjang dan penampang bahan baja, (iv) pengendalian pembakaran bahan bakar, (v) pengendalian kelebihan aliran udara masuk dalam tungku dengan mengontrol O2 dalam gas buang, (vi) mengontrol tekanan tungku, dan (vii) pemanfaatan kembali panas limbah.
Kontrol pembakaran mengoptimalkan panas sensibel yang diserap oleh material baja. Penggunaan bahan bakar yang efisien mengontrol aliran gas buang di dalam atmosfer tungku. Konsumsi spesifik bahan bakar dalam tungku dipengaruhi oleh (i) nilai kalor (CV) bahan bakar, (ii) udara berlebih di atmosfer tungku, (iii) suhu pemanasan awal udara pembakaran, (iv) suhu zona pembakaran, (v) suhu material baja di pintu masuk tungku, (vi) cakupan perapian oleh material baja, (vii) suhu pelepasan material baja, (viii) kehilangan panas dari tungku, dan (ix) penundaan pabrik.
Dalam hal tungku pemanas ulang berbahan bakar batubara, selain CV batubara, faktor-faktor lain yang penting termasuk (i) abu, kelembaban, dan kandungan bahan volatil batubara, (ii) konsistensi fraksi ukuran selama penghancuran, (iii) seragam pencampuran batu bara bubuk dengan media pengangkut (udara pembakaran), dan (iv) laju umpan yang stabil dari batu bara bubuk ke burner. Batubara bubuk biasanya dibawa tersuspensi di udara. Metode konveyor fase ramping digunakan. Metode ini biasanya menggunakan udara pengangkut sebagai udara utama dalam burner. Dalam hal ini, persyaratan pengangkutan biasanya menentukan aliran udara primer. Ini menyiratkan bahwa kecepatan pelepasan udara primer pada nosel burner adalah satu-satunya variabel yang dapat digunakan untuk mengoptimalkan momentum dan karenanya pembakaran.
Kecepatan udara harus cukup untuk mempertahankan batubara dalam suspensi, tetapi tidak terlalu tinggi karena akan menyebabkan keausan yang cepat dan kehilangan tekanan yang berlebihan. Kecepatan pengangkutan minimum yang direkomendasikan adalah 22 m/s dengan maksimum 25 m/s dan minimum mutlak 19–20 m/s. Pada kecepatan yang lebih rendah, batubara dapat keluar dan terakumulasi di ruang mati sehingga menimbulkan risiko kebakaran dan ledakan yang parah karena batubara yang terakumulasi dapat terbakar secara spontan.
Batubara bubuk biasanya tidak terdistribusi secara merata di udara pengangkut di dalam pipa. Seringkali terjadi distribusi batubara yang tidak tepat yang dikenal sebagai 'roping'. Ini tidak dapat diprediksi tetapi cenderung menjadi lebih parah semakin banyak tikungan yang ada di sistem dan semakin lama pipa berjalan. Roping sulit untuk dideteksi dan diukur tetapi berdampak buruk pada kinerja burner sehubungan dengan pola nyala dan profil pelepasan panas.
Gas buang dari tungku pemanas ulang meninggalkan tungku pada suhu yang lebih tinggi dari suhu bahan baja di dalam tungku. Panas sensibel dalam gas buang saat meninggalkan tungku dapat membawa sekitar 35% hingga 55% dari masukan panas ke tungku. Semakin tinggi kuantum udara berlebih dan suhu gas buang, semakin tinggi panas yang keluar dari tungku. Oleh karena itu pemulihan panas limbah memainkan peran yang sangat penting dalam menentukan efisiensi bahan bakar dari tungku pemanas ulang. Salah satu metode penting untuk mendaur ulang panas sensibel dari gas buang kembali ke tungku terdiri dari pemanasan awal udara pembakaran dalam recuperator panas limbah.
Pemulihan panas limbah biasanya memiliki manfaat langsung dan tidak langsung. Manfaat langsungnya meliputi (i) peningkatan efisiensi sistem pemanas dengan pengurangan konsumsi bahan bakar spesifik, (ii) suhu gas buang yang lebih rendah yang meninggalkan cerobong, (iii) suhu nyala yang lebih tinggi karena udara pembakaran yang dipanaskan sebelumnya, (iv) pemanasan lebih cepat bahan baja di tungku, dan (v) peningkatan produktivitas tungku. Manfaat tidak langsung termasuk (i) pengurangan polusi udara, dan (ii) pengurangan ukuran peralatan yang pada gilirannya juga mengurangi energi yang dibutuhkan untuk menjalankan peralatan tersebut.
Setelah sepotong muatan baja dikirim ke tungku pemanas ulang, ia melanjutkan dari pintu masuk, zona pemanasan awal, zona pemanasan, zona perendaman dan keluar, secara berurutan. Dalam perjalanannya, suhu permukaan baja, yang dikendalikan oleh kurva pemanasan, dengan waktu dan waktu retensi baja di tungku menentukan keseragaman suhu. Selanjutnya, kurva pemanasan dan waktu retensi mempengaruhi penipisan energi atau konsumsi bahan bakar. Distribusi suhu permukaan terutama diatur oleh radiasi dan sebagian oleh perpindahan panas konvektif dan konduktif. Dengan asumsi kesetimbangan termal pada permukaan baja, kurva pemanasan tipikal (atau suhu permukaan baja) dapat diwakili oleh fungsi busur-singgung. Distribusi suhu permukaan (Ts) dengan lokasi baja (z) diplot pada Gambar 2, di mana kurva telah tidak berdimensi dan dinormalisasi dalam hal suhu pengisian (Tc), suhu pemakaian (Td) dan panjang tungku (L) .
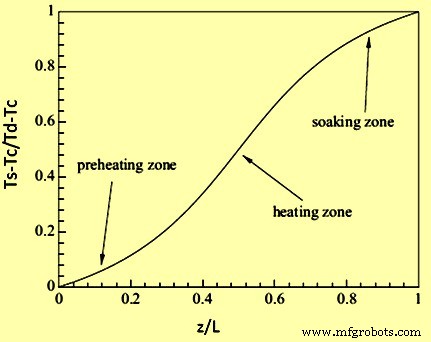
Gbr 2 Kurva busur-singgung yang umum digunakan untuk memanaskan baja dalam tungku pemanas ulang
Faktor yang mempengaruhi efisiensi pemanasan
Faktor-faktor yang berkontribusi terhadap rendahnya efisiensi panas dari tungku pemanas ulang meliputi (i) kapasitas tungku yang tidak sesuai dengan kapasitas rolling mill, (ii) peralatan yang tidak tepat digunakan untuk pembakaran, (iii) tidak tersedianya recuperator atau recuperator dengan kapasitas yang tidak memadai. atau recuperator yang tidak efisien, (iv) tidak tersedianya atau by-pass sistem kontrol rasio udara / bahan bakar, (v) tidak tersedianya kontrol suhu otomatis dan sistem kontrol tekanan tungku, (vi) perawatan dan pengoperasian tungku dan sistem pembakaran yang tidak tepat, ( vii) penyimpanan panas dalam struktur tungku, (viii) kerugian dari dinding atau struktur luar tungku, (viii) panas yang diangkut keluar tungku oleh konveyor beban, perlengkapan, baki, dll., (ix) kerugian radiasi dari bukaan, bagian yang terpapar panas, dll., (x) panas yang dibawa oleh infiltrasi udara dingin ke dalam tungku, dan (xi) panas yang dibawa oleh udara berlebih yang digunakan di burner.
Proses manufaktur
Lapisan Enamel pada Baja Seni dan ilmu menggabungkan kacamata (sekarang dikenal sebagai enamel porselen atau hanya enamel) ke permukaan logam berasal dari peradaban Mesir dan Persia kuno. Penggunaan paling awal adalah untuk perhiasan di mana enamel menyatu dengan emas. Pada abad pertengahan, berba
Galvanisasi Baja Galvanisasi baja berarti aplikasi seng pada baja untuk perlindungan korosi. Jenis utama dari metode yang tersedia secara komersial untuk menerapkan pelapis seng adalah galvanisasi hot dip, proses galvanisasi kontinu, galvanisasi elektro, pelapisan seng, pelapisan mekanis, penyempr
Produksi Baja di Tungku Induksi Tungku induksi tanpa biji frekuensi menengah umumnya digunakan untuk produksi baja di toko peleburan baja berkapasitas rendah. Tungku induksi dilengkapi dengan konverter untuk menghasilkan frekuensi menengah yang diperlukan dari frekuensi 50 Hz catu daya. Untuk ini,
Keterampilan tim Pengelasan Swanton diuji ketika mereka mengambil proyek baja pendukung dan menyelesaikannya dalam 30 hari. Seorang klien mendatangi kami dengan rancangan proyek baja pendukung yang akan menanggung beban tungku peleburan kaca. Desain klien juga memanfaatkan kemampuan fabrikasi khusus