Cara Mengurangi Gerinda Dalam Penggilingan Aluminium Di Pusat Permesinan
Apa yang harus saya lakukan jika pusat permesinan menggiling terlalu banyak gerinda pada paduan aluminium? Ketika paduan aluminium diproses, gerinda seharusnya menjadi masalah yang dihadapi semua orang. Ini tidak hanya mengurangi akurasi pemrosesan benda kerja, meningkatkan biaya pemrosesan, tetapi juga memengaruhi kinerja benda kerja. Biasanya, deburring diperlukan, yang tidak hanya merepotkan tetapi juga dapat merusak benda kerja. Jadi apakah ada cara yang lebih baik untuk mengurangi atau mengurangi pembentukan gerinda selama pemrosesan? Hari ini, saya akan berbagi dengan Anda beberapa pengalaman dalam kontrol burr.
Apa Itu Burr?
Gerinda adalah bulu yang terbentuk di sekitar bagian yang diproses pada bagian tersebut dan ditandai dengan permukaan cetakan yang menonjol. Gerinda biasanya diproduksi di tepi terminal pemotongan bahan yang diproses karena deformasi plastis bahan.
Ini sangat umum pada material dengan keuletan yang baik seperti paduan aluminium (atau material dengan ketangguhan yang baik seperti baja tahan karat).
Bentuk dan ukurannya terutama bergantung pada beberapa faktor seperti bahan benda kerja dan kekakuan penyangga ujungnya, geometri pahat, lintasan pemotongan pahat, keausan pahat, parameter pemotongan, dan penggunaan cairan pendingin.
Mengapa Perlu Deburr ?
Kehadiran gerinda akan menyebabkan pemrosesan, pengukuran, atau pemasangan kehilangan akurasi, dan memengaruhi akurasi dimensi serta akurasi bentuk dan posisi benda kerja.
Pengerasan dan pelepasan gerinda adalah sumber keretakan dan akan mengurangi masa pakai benda kerja.
Ini dapat menyebabkan cedera pada operator produksi atau pengguna mesin.
Kehadiran atau pelepasan gerinda dapat menyebabkan korsleting listrik. Jika jatuh ke bagian geser, mereka akan mempercepat keausan dan menyebabkan kecelakaan.

Beberapa Pengalaman Dalam Mengontrol Burr
Pilihan Memproses S urutan
Saat mengatur urutan pemrosesan, proses yang menghasilkan burr harus diatur terlebih dahulu, dan proses yang tidak menghasilkan burr (atau lebih sedikit burr dan jumlahnya lebih sedikit) harus diatur kemudian, atau penggunaan beberapa proses selanjutnya secara rasional untuk menghilangkan proses sebelumnya kesalahan. Misalnya, saat memproses alur bertahap, memproses alur dalam terlebih dahulu, lalu memproses alur dangkal dapat menghilangkan gerinda pada tepi alur yang dihasilkan selama pemrosesan alur dalam dan secara efektif meningkatkan kualitas pemrosesan.
Pilihan Metode Pemrosesan
Saat merancang proses, coba pilih metode pemrosesan yang menghasilkan lebih sedikit gerinda atau kondusif untuk menghilangkan gerinda.
Misalnya, selama pemotongan, ujung tombak harus ditempatkan pada posisi di mana sudut tepi (sudut persimpangan dua permukaan pemrosesan yang berdekatan) lebih besar, dan kekakuan pendukung ujungnya lebih baik, yang secara efektif dapat mengurangi atau bahkan sepenuhnya Menghilangkan pembentukan gerinda.
Biarkan saya memberi Anda dua contoh lagi:
Dalam proses penggilingan, lapisan cut-in penggilingan bawah tebal dan lapisan cut-out tipis, pemotongan stabil, dan duri yang dihasilkan kecil, dan lapisan cut-in tipis dan lapisan cut-out tebal di penggilingan atas-bawah, dan duri yang dihasilkan besar. Untuk mengurangi penggilingan gerinda, penggilingan bawah harus digunakan sebanyak mungkin.
Saat penggilingan pesawat, jika penggilingan akhir digunakan untuk mesin bagian pesawat, gaya potong yang dihasilkan oleh pemotongan tegak lurus terhadap bidang pemesinan besar, sehingga gerinda yang dihasilkan juga lebih besar, dan penggunaan pemotong penggilingan permukaan silinder dapat efektif mengurangi pembentukan gerinda.
Selain itu, bahkan jika pembentukan gerinda tidak dapat sepenuhnya ditekan selama pemrosesan, ujung tombak harus ditempatkan pada posisi yang mudah untuk menghilangkan gerinda, untuk mengurangi biaya pemindahan gerinda berikutnya.
Pilihan B alat
Pemrosesan logam diwujudkan dengan memotong bagian pemrosesan benda kerja dengan alat yang meremas dari deformasi elastis-deformasi plastis. Bahan paduan aluminium itu sendiri memiliki ketangguhan dan perpanjangan yang lebih baik, dan tidak mudah pecah, sehingga ujung tombak pahat harus tajam.
Pemotong baja tajam berkecepatan tinggi, pemotong paduan keras (pemotong aluminium), dan pemotong PCD semuanya tersedia. Tujuannya adalah untuk mempersingkat waktu deformasi elastis dan waktu deformasi plastis dari benda kerja itu sendiri, dan menghindari gerinda merobek bagian pemrosesan bagian.
Tetapi pada saat yang sama, keausan pahat memiliki pengaruh besar pada pembentukan gerinda. Jika itu adalah produksi massal yang terus menerus, perlu juga mempertimbangkan ketahanan aus dari pahat untuk menjaga pahat dalam keadaan tajam untuk waktu yang lebih lama. Saat ini, disarankan untuk menggunakan alat PCD. Alat kompon khusus (pemotong penggilingan kompon, bor kompon, dll.) juga dapat digunakan dalam proses pemesinan. Gerinda yang dihasilkan oleh alat sebelumnya dapat dihilangkan oleh alat berikutnya, yang dapat mengontrol pembentukan gerinda sambil meningkatkan kualitas pemrosesan.
Sesuaikan Parameter Pemotongan
Misalnya:menambah sudut penggaruk pahat, mengurangi ketebalan pemotongan, menyesuaikan kecepatan potong, dll., yang dapat disesuaikan sesuai dengan situasi sebenarnya.
Optimasi Jalur Pisau
Keluaran pahat merupakan faktor utama pembentukan gerinda pada arah pemotongan. Dalam keadaan normal, duri yang dihasilkan oleh pemotong frais ketika disekrup keluar dari benda kerja relatif besar, dan duri ketika disekrup ke benda kerja relatif kecil. Oleh karena itu, pemotong frais harus dihindari sebisa mungkin selama proses pemesinan.
Contoh klasik lainnya:
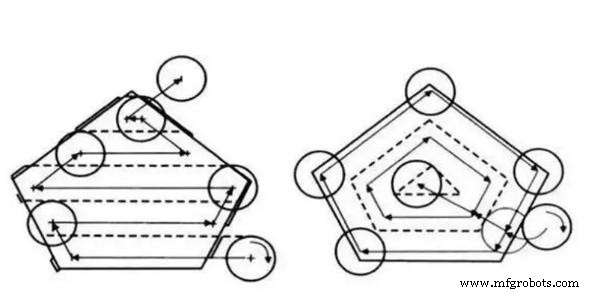
Gambar di sebelah kiri menunjukkan jalur zigzag tradisional. Bagian yang diarsir pada gambar menunjukkan bagian yang dapat menghasilkan gerinda yang lebih besar pada arah pemotongan. Gambar di sebelah kanan menggunakan jalur pisau yang ditingkatkan, yang dapat menghindari munculnya gerinda pemotongan. Meskipun jalur di sebelah kanan sedikit lebih panjang dari jalur di sebelah kiri, dibutuhkan sedikit lebih banyak waktu untuk penggilingan, tetapi karena tidak ada proses deburring tambahan, jika digabungkan, jalur yang ditampilkan di sebelah kanan lebih baik dalam hal mengendalikan gerinda. Ikuti rute yang ditunjukkan di sebelah kiri (semua tepi tempat duri berada harus diselesaikan saat deburring).
Pemilihan Cairan Pemotongan
Gunakan cairan pemotongan dengan kinerja anti-adhesi yang baik untuk mengurangi keausan pahat, memperpanjang masa pakainya, melumasi proses penggilingan, dan mengurangi ukuran gerinda.
O Metode lainnya
Tumpang Tindih Multi-bagian Pemesinan
Sehingga ujung tombak satu bagian dekat dengan ujung tombak bagian lain. Ini tidak hanya memperpendek langkah pemotongan, meningkatkan efisiensi produksi, tetapi juga meningkatkan kekakuan bagian selama pemrosesan, mengurangi deformasi pemotongan, dan dapat secara efektif mencegah dan mengurangi pembentukan gerinda.
Lampiran Pemesinan
menggunakan berbagai lampiran untuk dukungan tambahan dan pengisian di tepi pemrosesan bagian. Misalnya, saat memproses lubang kecil pada alat kelengkapan pipa berdinding tipis, masukkan mandrel ke bagian tersebut dan keluarkan setelah pengeboran, yang dapat menghindari deformasi bagian dan mengurangi pembentukan gerinda di dalam lubang.


