Manufaktur industri
Mesin CNC
Dikirim oleh:Brian Menggambar/Gambar Program CNC %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X
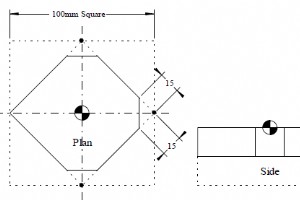
Dikirim oleh:Brian Menggambar/Gambar Program CNC 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+
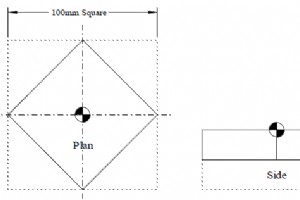
Dikirim oleh:Brian Menggambar/Gambar Program CNC 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M30

Dikirim oleh:Brian Menggambar/Gambar Program CNC 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP

Daftar parameter Haas (pabrik/bubut) untuk ahli mesin cnc yang mengerjakan bubut/pabrik cnc Haas. Parameter adalah nilai yang jarang dimodifikasi yang mengubah pengoperasian mesin. Ini termasuk jenis motor servo, rasio roda gigi, kecepatan, batas langkah tersimpan, kompensasi sekrup bola, penundaan

Jika Haas CNC Anda mengalami masalah seperti tidak dapat hidup/mati dengan sendirinya/ keyboard berbunyi bip, berikut adalah beberapa langkah pemecahan masalah yang dapat Anda lakukan. Sebelum melanjutkan PERINGATAN:Beberapa prosedur servis mekanik dan elektrik bisa sangat berbahaya atau mengancam

Daftar kode Mazak INTEGREX M untuk ahli mesin cnc.Fungsi Lainnya (M-Code) untuk Mazak INTEGREX 300/400-III/III T/IIIS/IIIST Daftar Kode Mazak M M-code Deskripsi M00 Program berhenti M01 Perhentian opsional M02 Program berakhir M03 Rotasi normal spindel M04 Rotasi terbalik spindel M05 Spindel
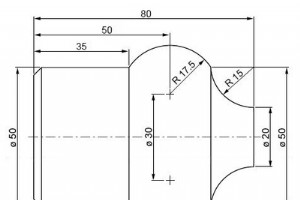
Contoh program CNC untuk menunjukkan bagaimana dua busur gabungan dapat diprogram dengan G02 G03 untuk mesin bubut cnc. Arc pertama diprogram menggunakan G02 R, tetapi arc kedua diprogram menggunakan G03 I K Contoh Pemrograman G02 G03 Contoh Pemrograman G02 G03 N50 G00 X20 Z85N60 G96 S200N70 G01

Daftar kode Mazak G untuk ahli mesin cnc yang mengerjakan mesin cnc Mazak INTEGREX 300/400-III/III T/IIIS/IIIIST. Kode Mazak G Kode G Fungsi G00 Posisi G01 Interpolasi linier G01.1 Penguliran dengan interpolasi sumbu C G02 Interpolasi melingkar (CW) G03 Interpolasi melingkar (CCW) G02.1 Inte

Daftar kode Mazak G untuk masinis cnc yang bekerja di pusat permesinan MAZAK. Daftar Kode Mazak G Kode G Fungsi G00 Posisi G01 Interpolasi linier G01.1 Penguliran dengan interpolasi sumbu C G02 Interpolasi melingkar (CW) G03 Interpolasi melingkar (CCW) G02.1 Interpolasi spiral (CW) G03.1 In

Daftar alarm Mazak plc untuk masinis cnc. Daftar Alarm untuk Mazak INTEGREX 300/400-II Untuk daftar alarm Mazak lainnya, kunjungi halaman berikut. Kesalahan Sistem/Drive Mazak ( No. 1 – No. 99, No. 1000 – No. 1099 ) Kesalahan kontrol mesin Mazak CNC ( No. 100 – No. 199, No. 1100 – No. 1199 ) Kes
Daftar kode Mach3 m untuk masinis cnc. Kode Mach3 m ini berfungsi untuk gilingan dan belokan. Kode Mach3 M M-code Artinya M0 Program berhenti M1 Penghentian program opsional M3 Program berakhir M3/4 Putar spindel searah jarum jam/berlawanan arah M5 Hentikan rotasi spindel M6 Perubahan alat (
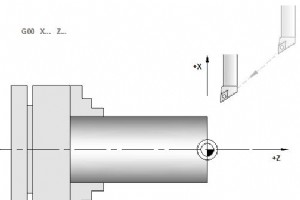
Haas G00 Rapid Motion Positioning – Haas Lathe G00 Kode G digunakan untuk menggerakkan sumbu mesin dengan kecepatan maksimum. G00 terutama digunakan untuk memposisikan mesin dengan cepat ke titik tertentu sebelum setiap perintah pengumpanan (pemotongan) (Semua gerakan dilakukan dengan kecepatan cepa
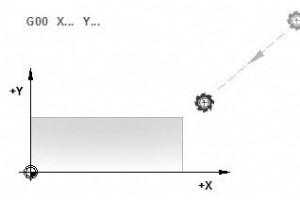
Pemosisian Gerak Cepat Haas G00 – Haas Mill G00 Kode G digunakan untuk menggerakkan sumbu mesin dengan kecepatan maksimal. G00 terutama digunakan untuk memposisikan mesin dengan cepat ke titik tertentu sebelum setiap perintah pengumpanan (pemotongan) (Semua gerakan dilakukan dengan kecepatan cepat p

Alarm / Kesalahan Fanuc 15i untuk masinis CNC. Alarm Fanuc 15i Kesalahan/Alarm Program (alarm P/S) Kesalahan Program/Alarm pada program dan operasi (alarm P/S) MODE KONTROL SUMBU PS001 ILEGAL PS003 TERLALU BANYAK DIGIT PS006 PENGGUNAAN TANDA MINUS SECARA ILEGAL PS007 PENGGUNAAN TITIK DECIMAL YAN

Fanuc 10/11/12 Alarm /Kode kesalahan untuk masinis CNC. Fanuc 10/11/12 Kode Alarm Kesalahan/Alarm Program (alarm P/S) Kesalahan Program/Alarm pada program dan operasi (alarm P/S) PS003 TERLALU BANYAK DIGIT PS006 PENGGUNAAN NILAI NEGATIF SECARA ILEGAL PS007 PENGGUNAAN TITIK DECIMAL YANG ILEGAL
Fanuc seri 15 Alarm /Kesalahan untuk masinis CNC. Alarm Fanuc Seri 15 Kesalahan/Alarm Program (alarm P/S) Kesalahan Program/Alarm pada program dan operasi (alarm P/S) PS003 TERLALU BANYAK DIGIT PS006 PENGGUNAAN TANDA MINUS SECARA ILEGAL PS007 PENGGUNAAN TITIK DECIMAL YANG ILEGAL G-CODE TIDAK TEPA

Selca CNC 4000/3000 Series mengontrol G-Functions/ G-codes untuk masinis cnc yang bekerja pada mesin cnc dengan kontrol cnc Selca. Fungsi Selca G ini berfungsi mengikuti kontrol Selca cnc, Seri Selca S4000 – S4040, S4040, S4045P,S4060D Seri Selca S3000 – S3040, S3045, S3045P, S3035D Fungsi Selc

Teknisi CNC yang mengerjakan mesin penggilingan/bubut cnc dengan kontrol cnc D.Electron Z32 dapat dengan bebas mengunduh Manual Pemrograman D.Electron Z32 dari situs web D.Electron (tautan diberikan di bawah). D.Electron Z32 CNC Manual Bahasa yang Tersedia Panduan Pemrograman Z32 CNC ini tersedia
NUM 1020/1040/1060T Daftar Kode G untuk ahli mesin cnc yang mengerjakan mesin bubut cnc dengan kontrol NUM cnc. NUM Kode G 1020/1040/1060T Kode G Deskripsi G00 Interpolasi linier berkecepatan tinggi G01 Interpolasi linier pada laju umpan terprogram G02 Interpolasi melingkar searah jarum jam pad
Mesin CNC