Manufaktur industri
Mesin CNC

Kode NUM 1020/1040/1060M G untuk masinis cnc yang bekerja di pabrik cnc dengan NUM kontrol cnc. NUM 1020/1040/1060M G-Code Kode G Deskripsi G00 Interpolasi linier berkecepatan tinggi G01 Interpolasi linier pada laju umpan terprogram G02 Interpolasi melingkar searah jarum jam pada laju umpan ter

NUM 1020/1040/1060M cnc m-codes untuk masinis cnc yang bekerja di pabrik cnc dengan NUM kontrol cnc. NUM 1020/1040/1060M M-Code M-Code Deskripsi M00 Program berhenti M01 Perhentian opsional M02 Akhir program M03 Rotasi spindel searah jarum jam M04 Rotasi spindel berlawanan arah jarum jam M05

Daftar Okuma OSP-P300S/P300L Alarm-P.Untuk masinis cnc yang bekerja pada mesin cnc dengan kontrol Okuma cnc. Klasifikasi Alarm Okuma Alarm yang terkait dengan OSP diklasifikasikan menjadi lima jenis, yaitu Alarm P (tercantum di bawah) Alarm A Alarm B Alarm C Alarm D ERROR Di bawah ini adalah

Daftar Okuma OSP-P300S/P300L Alarm-A.Untuk masinis cnc yang bekerja pada mesin cnc dengan kontrol Okuma cnc. Klasifikasi Alarm Okuma Alarm yang terkait dengan OSP diklasifikasikan menjadi lima jenis, yaitu Alarm P Alarm A (tercantum di bawah) Alarm B Alarm C Alarm D ERROR Di bawah ini adalah

Daftar M-code NUM 1020/1040/1060T untuk ahli mesin cnc yang mengerjakan mesin bubut cnc dengan kontrol CNC NUM 1020/1040/1060T. NUM 1020/1040/1060M M-Code M-Code Deskripsi M00 Program berhenti M01 Perhentian opsional M02 Akhir program M03 Rotasi spindel searah jarum jam M04 Rotasi spindel ber

Bosch CC 100 M CNC control G code dan M Code daftar lengkap untuk masinis cnc yang bekerja di Pabrik CNC dengan kontrol BOSCH CC 100 CNC. G-Codes Bosch CC 100 M G-Code Deskripsi G0 Posisi dengan cepat G1 Interpolasi linier pada laju gerak makan terprogram G3 Interpolasi melingkar, searah jarum

Teknisi CNC yang bekerja pada mesin bubut / penggilingan cnc dengan kontrol cnc BOSCH dapat dengan bebas mengunduh manual kontrol cnc Bosch dari situs web Boschrexroth. Panduan Kontrol Bosch CNC Manual untuk mengikuti kontrol Bosch tersedia, Bosch CC 220 Bosch CC 120 Bosch CC 100 (CC 100 M) Bosc
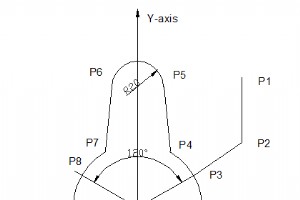
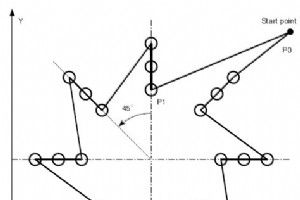
Salinan Rotasi Fanuc G72.1 Dengan G72.1 Rotational Copy G-code angka yang ditentukan oleh subprogram dapat dibuat berulang kali dengan Rotational gerakan. Pemrograman G72.1 P... L... X... Y... R... Parameter Parameter Deskripsi P Nomor subprogram L Frekuensi operasi diulang X Pusat rotasi pada su
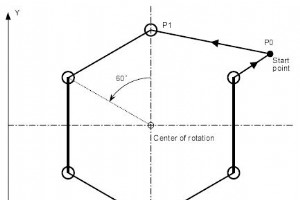
Fanuc G72.1 Contoh pemrograman salinan rotasi, kode-G G72.1 digunakan untuk berulang kali menghasilkan gambar dengan gerakan rotasi. Salinan Rotasi Fanuc G72.1 Menggunakan G-code Salinan Rotasi G72.1 angka yang ditentukan oleh subprogram dapat diproduksi berulang kali dengan gerakan Rotasi.Baca sel
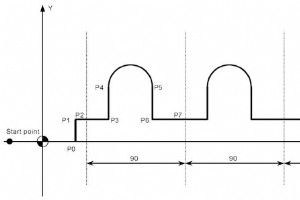
Salinan Linear Fanuc G72.2 Menggunakan G-code G72.2 Linear Copy angka yang ditentukan oleh subprogram dapat diproduksi berulang kali dengan Linear gerakan. Pemrograman G72.2 P... L... I... J... Parameter Parameter Deskripsi P Nomor subprogram L Frekuensi operasi diulang Saya Bergeser sepanjang su
Contoh program CNC ini menunjukkan bagaimana fungsi penyalinan gambar G72.1 dan G72.2 dapat memanggil satu sama lain dalam satu program bagian, baca Catatan Pemrograman di bawah dengan saksama. Pemrograman Salinan Rotasi Fanuc G72.1 Menggunakan G-code G72.1 Rotational Copy angka yang ditentukan ole

Daftar Okuma OSP-P300S/P300L Alarm-B.Untuk masinis cnc yang bekerja pada mesin cnc dengan kontrol Okuma cnc. Klasifikasi Alarm Okuma Alarm yang terkait dengan OSP diklasifikasikan menjadi lima jenis, yaitu Alarm P Alarm A Alarm B (tercantum di bawah) Alarm C Alarm D ERROR Di bawah ini adalah

Program Hentikan Haas M00 Kode M00 digunakan untuk menghentikan program. Haas M00 menghentikan sumbu spindel mematikan coolant (termasuk Through Spindle Coolant) Blok berikutnya (blok setelah M00) akan disorot saat dilihat di editor program. Menekan Mulai Siklus akan melanjutkan operasi progra

Penghentian Program Opsional Haas M01 M01 berfungsi sama seperti M00, kecuali fitur Stop Opsional harus aktif. Data M-Code Modal/Non-Modal Penggilingan/Bubut Modal Keduanya Pemrograman M00 Video Kerja Haas M00 Pengaturan Terkait 17 – Memilih Berhenti Mengunci 39 – Bip pada M00, M01, M02,
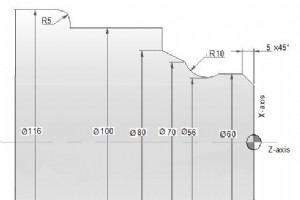
Contoh pemrograman cnc turning center/cnc bubut yang mudah dipahami untuk masinis cnc yang bekerja di mesin cnc turning center/mesin bubut cnc.Contoh pemrograman cnc ini dapat digunakan sebagai latihan belajar pemrograman cnc untuk programmer/ masinis cnc tingkat pemula. Contoh Pemrograman CNC Turn

Daftar kode-M seri Doosan MX untuk masinis/programmer cnc. Kode-M untuk unit Atas dan unit bawah diberikan. CNC Seri Doosan MX Daftar kode-M ini berfungsi untuk mesin cnc berikut,seri Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Daftar Kode M Seri Doos
Daftar M-code seri Doosan TT untuk masinis/programmer cnc. Kode-M untuk unit Atas dan unit bawah diberikan. CNC Seri Doosan TT Daftar kode-M ini berfungsi untuk mesin cnc berikut,seri Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Daftar Kode M Seri Doosan TT M-Code UNIT ATAS UNIT BAW

Daftar alarm untuk pusat permesinan cnc Seri Doosan MX/bubut cnc. CNC Seri Doosan MX Alarm berfungsi untuk mesin cnc berikut,seri Doosan PUMA MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Daftar Alarm Seri Doosan MX Nomor Alarm Pesan 2001 APAKAH TOMBOL DARURAT DIT

Daftar alarm untuk pusat permesinan cnc Seri Doosan TT/bubut cnc. CNC Seri Doosan TT Alarm berfungsi untuk mesin cnc berikut,seri Doosan PUMA TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY Daftar Alarm Seri Doosan TT Alarm Pesan 2001 APAKAH TOMBOL DARURAT DITEKAN ATAU OVERTRAVEL SUMBU TERDETEKSI
Bagian dari nilai offset pahat yang digunakan untuk mengompensasi keausan pahat.
Mesin CNC