Manufaktur industri
Mesin CNC

Kode M Heidenhain ( Fungsi lain-lain) untuk Heidenhain TNC 640/530/410/426/430/320 Heidenhain TNC 320 Kode Heidenhain M Kode M Deskripsi M0 Hentikan program berjalan (Spindle STOP, Coolant OFF) M1 Program opsional STOP (Spindle STOP, Coolant OFF) M2 Hentikan program berjalan (Spindle STOP,Coola

Menyelesaikan daftar kode Error untuk NUM kontrol CNC NUM 1000/1020/1040/1050/1060 T dan G NUM 1060 kontrol CNC NUM Kesalahan kontrol CNC Kesalahan Lainnya dan Kesalahan Mesin Nomor Kesalahan Arti kesalahan 1 Karakter tidak dikenal / Sumbu tidak dikenali oleh sistemTerlalu banyak digit setelah fu

Semua spindel, yang telah diam selama lebih dari 4 hari, harus didaur ulang secara termal sebelum beroperasi di atas 6.000 RPM. Ini akan mencegah kemungkinan spindel menjadi terlalu panas karena pengendapan pelumasan. Program pemanasan 20 menit ini akan meningkatkan kecepatan spindel secara perlaha
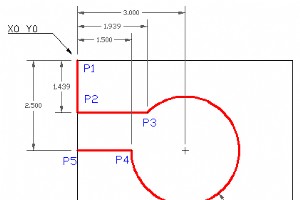
Kode contoh Program CNC dengan gambar untuk menunjukkan bagaimana busur dapat digiling pada mesin penggilingan cnc.G02 Interpolasi melingkar Searah jarum jam dengan I &J digunakan untuk pemesinan busur. G2 Interpolasi Edaran CW G2 X... Y... I... J... Parameter Deskripsi X Koordinat titik akhir busu

Lengkapi daftar Kode G dan M Bubut Okuma untuk ahli mesin cnc yang mengerjakan mesin bubut cnc Okuma. Bubut CNC Okuma OSP-P200L Kode G Bubut Okuma Kode G Deskripsi G00 Posisi G01 Interpolasi Linear G02 Interpolasi Melingkar (CW) G03 Interpolasi Edaran (CCW) G04 Tinggal G20 Perintah Posisi Ru

Lengkapi daftar Kode G dan M Okuma Mill untuk ahli mesin cnc yang mengerjakan mesin penggilingan cnc Okuma. Okuma Mill OSP-P200M Kode Okuma Mill G Kode G Deskripsi G00 Posisi G01 Interpolasi linier G02 Interpolasi melingkar – Pemotongan heliks (CW) G03 Interpolasi melingkar – Helical Cutting (

Fanuc 21i Model A Kode Alarm untuk teknisi CNC. Fanuc 21i Model A Kode Alarm Fanuc 21i Model A Alarm Kesalahan program (alarm P/S) Kesalahan program/Alarm pada program dan operasi (alarm P/S) 0 HARAP MATIKAN DAYA ALARM PARITAS 1 TH 2 ALARM PARITAS TV 3 TERLALU BANYAK DIGIT 4 ALAMAT TIDAK DITEMUK

Kode Alarm Fanuc 21i untuk teknisi CNC. Fanuc 21iMB Alarm Fanuc 21i Kesalahan program (alarm P/S) Kesalahan program/Alarm pada program dan operasi (alarm P/S) 0 HARAP MATIKAN DAYA ALARM PARITAS 1 TH 2 ALARM PARITAS TV 3 TERLALU BANYAK DIGIT 4 ALAMAT TIDAK DITEMUKAN 5 TIDAK ADA DATA SETELAH ALAMA

Kode Alarm Fanuc 16i 18i untuk masinis CNC. Kode alarm Fanuc ini berlaku untuk mengikuti kontrol Fanuc CNC Fanuc 16i/18i Model A Fanuc 16i/18i Model B Fanuc 16iL Model A Fanuc 16iP Model A Fanuc 16iP/18iP Model B FANUC 18i-MB Alarm Fanuc 16i 18i Kesalahan program (alarm P/S) 0 HARAP MATIKAN DA
Contoh pemrograman cnc lengkap untuk masinis yang bekerja pada mesin Wire EDM (Electrical Discharge Machining) Pengenalan Pemotongan Kawat CNC Pemotongan kawat EDM, juga dikenal sebagai pemesinan pelepasan listrik, adalah proses yang menggunakan kawat tipis berenergi listrik untuk mengiris logam. P

Daftar lengkap kode G untuk berbagai kontrol mesin cnc mill/bubut. Kode G dari beberapa kontrol cnc dijelaskan dengan artikel dan contoh pemrograman. Kode G untuk Dummies CNC Kode G Mesin CNC Kode G dan Kode M Mesin CNC – Penggilingan dan Bubut CNC Kode Fanuc G Daftar kode-G yang biasa ditemuka

Contoh program CNC untuk memotong Quincunx pada Pengontrol Pemotongan Plasma CNC.Contoh program ini diprogram dalam pemrograman Inkremental G91. Apa itu Mesin Pemotong Plasma CNC Pemotongan Plasma Pemotongan plasma adalah proses yang digunakan untuk memotong baja dan logam lain dengan ketebalan ber

Kode alarm spindle Fanuc dan Fanuc Spindle Drive Faults. Fanuc AC Spindle Drive Model A06B-6052-H002 Kesalahan Penggerak Spindel AC Daftar Alarm untuk A06B-6052-Hxxx Daftar Alarm untuk Drive berikut: Model 1 A06B-6052-H001 Model 2 A06B-6052-H002 Model 3 A06B-6052-H003 Alarm # Tampilan Led Is

Kunci Hex atau Kunci Allen untuk Ahli Mesin CNC Kunci Allen (juga dikenal sebagai kunci pas hex atau kunci hex atau kunci pas Allen) memiliki penampang heksagonal agar pas dengan kepala sekrup dengan ceruk heksagonal. Halaman:1 2 3 4 5 6 7 8 9 10 11 12
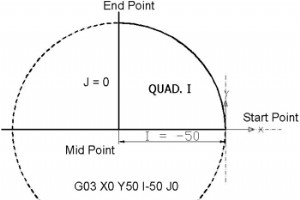
bagian ke-3 dari Artikel Multi-Seri “Konsep &Pemrograman Interpolasi Melingkar”.Bagian ini secara singkat menjelaskan bagaimana masinis cnc dapat Menghitung dan Memprogram interpolasi melingkar G02 G03 dengan penggunaan I J dan K . Baca Bagian Lain dari Artikel ini Konsep &Pemrograman Interpolasi
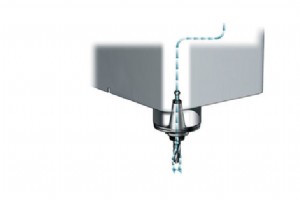
Haas M88 Through-Spindle Coolant On Kode M88 digunakan untuk mengaktifkan opsi through-spindle coolant (TSC), sedangkan M89 mematikan coolant.Alat yang tepat, dengan lubang tembus, harus ada sebelum menggunakan sistem TSC. Kegagalan dalam menggunakan perkakas yang tepat akan membanjiri kepala spind
Haas M89 Through-Spindle Coolant Off M89 digunakan untuk mematikan opsi Through the Spindle Coolant (TSC). Saat M89 dipanggil, spindel akan berhenti dan pompa TSC akan mati. Mengaktifkan pembersihan selama waktu yang ditentukan dalam parameter 237, lalu menonaktifkan pembersihan. Pengaturan Haa

Mode Tidur Haas M95 Mode tidur pada dasarnya adalah berdiam lama (pause). Mode tidur dapat digunakan saat pengguna ingin mesin mulai melakukan pemanasan sendiri sehingga siap digunakan saat operator tiba. Pemrograman Format perintah M95 adalah: M95 (hh:mm) Komentar segera setelah M95 harus beri
Masukan Pengguna Interaktif Haas M109 Kode M109 M memungkinkan program kode-G untuk menampilkan prompt (pesan) singkat di layar. Variabel makro dalam rentang 500 hingga 599 harus ditentukan dengan kode P. Program dapat memeriksa karakter apa pun yang dapat dimasukkan dari keyboard dengan membanding

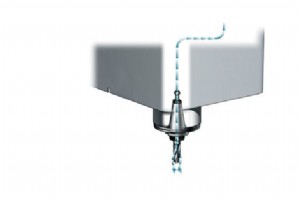
POSISI COOLANT SPIGOT Haas M34 TURUN POSISI COOLANT SPIGOT M34 TURUN, MENINGKAT (+1) M34 Menambah posisi spigot saat ini turun satu tempat.Menambah posisi spigot menyebabkan spigot turun satu tempat dari posisi awal. Posisi awal ditetapkan sebagai nol. Peningkatan Cairan Pendingin M34 – Penurun
Mesin CNC