Manufaktur industri
Mesin CNC

Ketika desainer produk perlu membuat komponen logam, mereka akan menemukan bahwa mereka memiliki beragam metode fabrikasi untuk dipilih. Diantaranya, dua pilihan yang paling populer adalah casting dan machining. Namun bagaimana perbandingannya? Artikel ini memberikan ikhtisar tentang dua proses pem

Proses pemesinan dan pengecoran logam sering digambarkan sebagai perbandingan “pilih satu atau yang lain” bagi perakit. Namun seperti yang telah kami tunjukkan dalam artikel terbaru kami tentang pengecoran vs. pemesinan, ada banyak kasus di mana cara produksi yang paling efisien akan memanfaatkan pe

Evolusi permesinan CNC ditandai dengan kemajuan teknologi yang signifikan. Sejak masa awal punch tape dan pemrograman dasar, pemesinan CNC telah berevolusi untuk menggabungkan perangkat lunak canggih dan mesin multi-sumbu berkecepatan tinggi. Dalam beberapa tahun terakhir, perkembangan teknologi ba

Perusahaan di seluruh dunia menggunakan permesinan CNC untuk membuat komponen berkualitas tinggi dari beragam bahan seperti keramik, kayu, dan komposit. Logam dan plastik menjadi yang terdepan dalam produksi massal, dan logam memiliki kemampuan mesin yang lebih luas. Ahli mesin dapat dengan mahir me

Konverter Kekasaran Permukaan Ra – Rz – N Apakah Anda memiliki nilai kekasaran Ra, Rz, atau N dan perlu mendapatkan nilai setaranya di satuan lain? Gunakan alat gratis kami untuk itu. Pilih dari nilai umum yang akan dikonversi: Harap diperhatikan: Konversi yang tepat antara nilai Ra dan Rz tidak
Rancang perlengkapan khusus dengan mudah menggunakan alat gratis dan intuitif. Ekspor file 3D yang dioptimalkan untuk pencetakan 3D hanya dalam 20 menit ke akun Xometry Anda. Luncurkan teman perlengkapan Sekarang Belum punya akun di Xometry? Buat satu di sini Cara Kerjanya Unggah File CAD Bagian
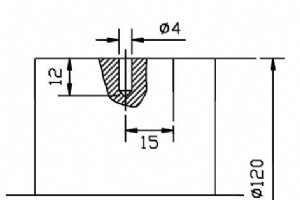
Siklus Pengeboran Samping Fanuc G87 Siklus pengeboran samping G87 digunakan untuk mengebor pada diameter/sisi komponen menggunakan alat yang digerakkan. Baca tutorial lengkap Siklus pengeboran samping G87 Contoh Pengeboran Samping Fanuc G87 3 LUBANG BERSPASI 120º O0021G21;G10 P0 X0 Z-100;N8 G28
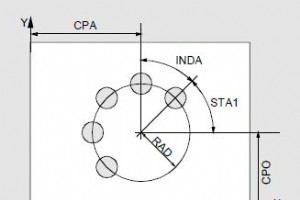
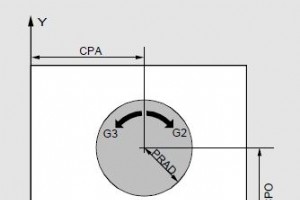
Lingkaran Lubang Sinumerik HOLES2 Dengan siklus Sinumerik HOLES2, lingkaran lubang dapat dikerjakan (BHC). Pemrograman HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) Parameter Parameter Deskripsi BPA Lingkaran/saku titik tengah, absis (mutlak) CPO Lingkaran/saku titik tengah, ordinat (mutlak) RAD Rad
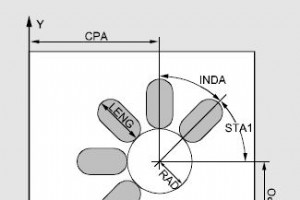
Sinumerik LONGHOLE Lubang memanjang pada lingkaran Dengan siklus LUBANG PANJANG Sinumerik, lubang memanjang dapat diproduksi dengan disusun melingkar.Lebar lubang memanjang ditentukan oleh diameter alat. Pemrograman LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, INDA, FFD, FFP1,
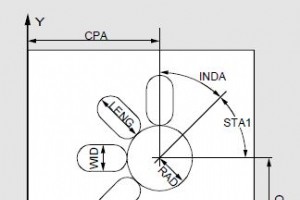
Sinumerik SLOT1 Slot pada lingkaran Dengan siklus Sinumerik SLOT1, slot dapat diproduksi diatur dalam lingkaran. Sumbu longitudinal slot memiliki orientasi radial Berbeda dengan lubang memanjang, nilai ditentukan untuk lebar slot.Siklus Sinumerik SLOT1 adalah gabungan siklus roughing/finishing. Pem
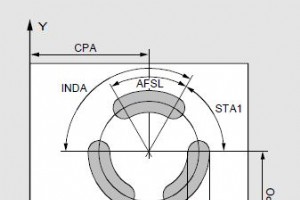
Slot melingkar Sinumerik SLOT2 Dengan siklus Sinumerik SLOT2, slot melingkar dapat diproduksi yang diatur dalam lingkaran.Siklus Sinumerik SLOT2 adalah siklus gabungan roughing/finishing. Pemrograman SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FA
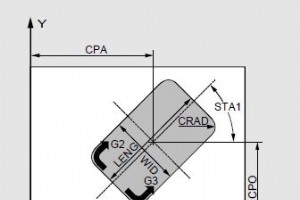
Sinumerik POCKET1 Penggilingan saku persegi panjang Dengan siklus Sinumerik POCKET1, kantong persegi panjang dapat diproduksi di lokasi mana pun di bidang pemesinan.Siklus Sinumerik POCKET1 adalah siklus gabungan roughing/finishing. Pemrograman POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA
Sinumerik POCKET2 Penggilingan saku melingkar Dengan siklus Sinumerik POCKET2, kantong melingkar dapat diproduksi.Siklus Sinumerik POCKET2 adalah siklus gabungan roughing/finishing. Pemrograman POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) Par
GTCNC-150iM-II G Kode M Kode Kode G GREAT-150iM-II atau GTCNC-150iM-II Kode M untuk Mesin Penggilingan &Pusat Permesinan Kode G Kode G Deskripsi G00 Pemosisian cepat G01 Interpolasi linier G02 CW interpolasi melingkar/heliks G03 CCW interpolasi melingkar/heliks G33 Mengutas G04 Tinggal G1

GTCNC-60TT Kode M Kode G GREAT-60TT atau GTCNC-60TT Kode G Kode M untuk Mesin Bubut CNC. Kode G Kode G Deskripsi G00 Gerakan cepat G01 Interpolasi linier G02 CW interpolasi melingkar G03 CCW interpolasi melingkar G33 Pemotongan benang G04 Tinggal G20 Masukan format inci G21 Masukan format

GTCNC-150iT-II G Kode M Kode GREAT-150iT-II atau GTCNC-150iT-II Kode G Kode M untuk Bubut CNC. Kode G Kode G Deskripsi G00 Pemosisian cepat G01 Interpolasi linier G02 Interpolasi heliks CW G03 CCW interpolasi heliks G33 Menginjak G04 Tinggal G17 Pesawat X-Y G18 Pesawat Z-X G19 Pesawat Y-Z

Kunci Mesin CNC Kunci mesin CNC adalah fungsi yang sangat berguna untuk menguji program cnc sebelum benar-benar membuat bagian. Dalam sumbu kunci mesin tetap diam pada posisinya, tetapi posisinya berubah dengan program pada tampilan, dengan cara ini masinis cnc dapat mengetahui masalah apa pun seb

Siklus Pengeboran Radial G87 Fanuc G87 Radial Drilling Cycle mengaktifkan siklus pengeboran radial samping dengan alat yang digerakkan. Fanuc G87 Radial Drilling Cycle bekerja pada FANUC SERIES 21i/18i/16i– TA dan kontrol cnc yang kompatibel. Contoh Fanuc G87 Contoh Pemrograman Siklus Pengeboran
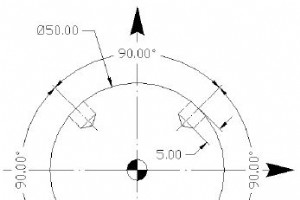
Siklus Pengeboran Radial Fanuc G87 Fanuc G87 Radial Drilling Cycle mengaktifkan siklus pengeboran radial samping dengan alat yang digerakkan. Contoh Siklus Pengeboran Radial G87 4 lubang radial pada 20 mm dari nol benda kerja N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G

Siklus Pengeboran Samping Fanuc G87 Siklus pengeboran samping G87 digunakan untuk mengebor pada diameter/sisi komponen menggunakan alat yang digerakkan. Fanuc G87 Side Drilling Canned Cycle berfungsi pada FANUC Oi dan kontrol cnc yang kompatibel. Pemrograman G87 X F Q P R Parameter Parameter Des
Mesin CNC