Manufaktur industri
Mesin CNC

Daftar lengkap kode alarm Yasnac MX1. Kontrol CNC Yasnac MX1 Kode Alarm Yasnac MX1 0 MATIKAN 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Y) 3 ZR TIDAK SIAP (Z) 4 ZR TIDAK SIAP (4) 5 ZR TIDAK SIAP (5) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LUAPAN (128CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG

Daftar lengkap kode alarm Yasnac MX2. Kontrol CNC Yasnac MX2 Kode Alarm Yasnac MX2 0 MATIKAN 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Y) 3 ZR TIDAK SIAP (Z) 4 ZR TIDAK SIAP (4) 5 ZR TIDAK SIAP (5) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG

Daftar lengkap kode alarm Yasnac MX3. Kontrol CNC Yasnac MX3 Kode Alarm Yasnac MX3 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Y) 3 ZR TIDAK SIAP (Z) 4 ZR TIDAK SIAP (4) 5 ZR TIDAK SIAP (5) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 PROG ERROR (“-,””0”) 15
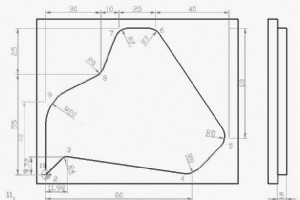
Contoh pemrograman Siemens Sinumerik 810 untuk menunjukkan bagaimana masinis cnc dapat menyudutkan Radius. Kontrol CNC Sinumerik 810 menggunakan U+ untuk radius (lihat contoh di bawah).Kontrol CNC Sinumerik 810 menggunakan U- untuk talang.U harus berupa nilai numerik positif seperti misalnya U5, in

802C adalah kontrol Siemens Sinumerik kelas bawah. 3 sumbu dan spindel. Antarmuka ke servo adalah analog. RS232C untuk transfer file. China adalah target pasar OEM dan komunitas pengguna. Siemens Sinumerik 802C Panduan Sinumerik 802C / 802S /802D Teknisi CNC dapat dengan bebas mengunduh manual

Sama seperti Siemens Sinumerik 802C tetapi dengan antarmuka ke drive stepper Siemens Sinumerik 802S Panduan Sinumerik 802C / 802S /802D Teknisi CNC dapat dengan bebas mengunduh manual operasi pemrograman Siemens Sinumerik 802C/802S/802D dari situs web Siemens,Manual Sinumerik 802C/802S/802D
DIN adalah singkatan dari Deutsches Institut für Normung, yang berarti lembaga standardisasi Jerman. Standar DIN terkait CNC DIN 66025-1 Kontrol numerik mesin, format; persyaratan umum DIN 66025-2 Otomatisasi industri; kontrol numerik mesin; format, persiapan, dan fungsi lain-lain Din 66025 Kod

Daftar lengkap kode alarm Yaskawa Yasnac 3000G. Yaskawa Yasnac 3000G Kode Alarm Yasnac 3000G 11 KENAIKAN SUHU BERLEBIHAN DI PANEL 12 KESALAHAN PARITAS HORIZONTAL TAPE/MEMORY 13 KESALAHAN PARITAS VERTIKAL TAPE 14 KESALAHAN FORMAT 15 KESALAHAN DATA 16 KESALAHAN OFFSET 17 KESALAHAN PARAMETER 18 KESA
Contoh pemrograman pabrik cnc Siemens Sinumerik 810 yang menunjukkan bagaimana masinis cnc dapat membuat/memprogram Radius dan Chamfer. Pemrograman Sinumerik 810 Radius/Talang Nilai U+ digunakan untuk pemrograman Radius.Nilai U- digunakan untuk pemrograman Chamfer. Contoh Pemrograman Radius/Talang
Saat tombol Reset ditekan, sebagian eksekusi program dihentikan dan eksekusi program kembali ke bagian atas program.Program tidak akan dimulai ulang tanpa menekan tombol NC Start.
Siemens Sinumerik REPOSition adalah singkatan dari reposition. REPOSition adalah mode operasi dari kontrol numerik. Jika alat rusak, atau karena alasan apa pun operator harus menghentikan eksekusi program dan pekerjaan di luar kontur, alat dapat dikembalikan ke kontur dalam mode REPOSition. Setelah
Siemens Sinumerik Akhir penanda subrutin. Tidak seperti M17, M02, dan M30, RET memungkinkan Anda menentukan target pengembalian.
Singkatan FANUC untuk Fuji Automatic Numerical Control . Terkait: Bagaimana Fanuc CNC Mengontrol Milling Turning Grinding Diberi NamaPelajari Pemrograman Fanuc

Daftar lengkap kode alarm Yaskawa Yasnac LX1. Kontrol CNC Yasnac LX1 Kode Alarm Yasnac LX1 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Z) 5 RESET UNREADY (SETELAH DIEDIT) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG (” -, ” ” .”) 15 KESALAHAN P

Daftar lengkap kode alarm Yaskawa Yasnac LX2. Kontrol CNC Yasnac LX2 Kode Alarm Yasnac LX2 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Z) 5 RESET UNREADY (SETELAH DIEDIT) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG (” – ,” ” . “) 15 KESALAHAN

Daftar lengkap kode alarm Yaskawa Yasnac LX3. Kontrol CNC Yasnac LX3 Kode Alarm Yasnac LX3 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Z) 5 RESET UNREADY (SETELAH DIEDIT) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG (“-,””.”) 15 KESALAHAN PROG
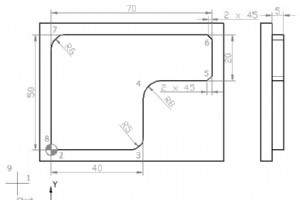
Ini adalah rangkaian artikel untuk masinis/programmer cnc untuk menjelaskan Konsep dan Metode Pemrograman Interpolasi Edaran.Tidak diragukan lagi setiap komponen di bengkel permesinan cnc memiliki semacam Busur, Jari-jari, Lingkaran, Jadi tidak hanya diperlukan tetapi suatu keharusan untuk mempelaja

Fanuc 21 kode alarm daftar lengkap. (Fanuc 21 Model B) Fanuc Seri 21-T Kontrol CNC Kode Alarm Fanuc 21 0 HARAP MATIKAN DAYA ALARM PARITAS 1 TH 2 ALARM PARITAS TV 3 TERLALU BANYAK DIGIT 4 ALAMAT TIDAK DITEMUKAN 5 TIDAK ADA DATA SETELAH ALAMAT 6 PENGGUNAAN TANDA NEGATIF YANG ILEGAL 7 PENGGUNAAN T
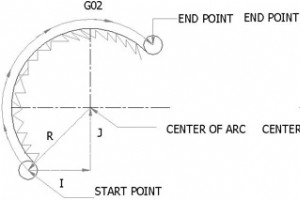
bagian ke-2 dari seri Konsep &Pemrograman Interpolasi Melingkar, artikel ini menjelaskan informasi yang diperlukan untuk memprogram/memesin interpolasi sirkular pada mesin cnc, dan bagaimana masinis cnc dapat memprogram interpolasi sirkuler dengan R (radius). Baca Bagian Lain dari Artikel ini Kon

Sama seperti NC Mulai. CYCLE START digunakan untuk memulai eksekusi program yang dipilih. Ini digunakan untuk memulai eksekusi blok NC di buffer MDI. Lihat Tombol Hijau di bagian bawah, Pengontrol SIEMENS SINUMERIK 808D
Mesin CNC