Manufaktur industri
Mesin CNC

Menggeser alat tertentu di sepanjang sumbu yang dikontrol.
Memori CNC digunakan untuk menyimpan nilai offset pahat.
Angka diawali dengan alamat H atau D untuk menentukan nilai offset alat.
Nilai offset yang digunakan oleh kompensasi panjang alat, kompensasi pemotong, dan fungsi offset alat.
Operasi manual di mana pahat referensi dan pahat yang akan diukur ditekan pada titik tetap pada mesin, satu demi satu, dan perbedaan panjang antara pahat ditetapkan sebagai nilai offset panjang pahat di CNC.
Mengkompensasi perbedaan panjang antara alat yang diasumsikan selama pemrograman dan alat yang akan digunakan untuk pemesinan sebenarnya.
Memeriksa apakah jumlah total 1 bit dalam suatu karakter genap atau ganjil.
Program yang dapat dipanggil berulang kali oleh bagian kontrol dari program lain.
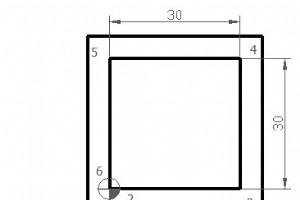
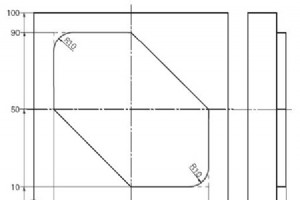
Latihan pemrograman pabrik cnc yang sangat mendasar untuk ahli mesin cnc. Kode contoh cnc ini menunjukkan penggunaan Pemrograman Absolut G90 Pemrograman Tambahan G91 Latihan Pemrograman Pabrik CNC Menggunakan Pemrograman Absolut G90 Pemrograman Inkremental G91 Pemrograman Mutlak G90 G90 G01 X0
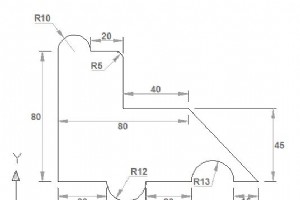
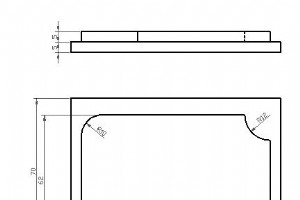
Program penggilingan CNC untuk menunjukkan penggunaan G02 Interpolasi Edaran CW G03 Interpolasi Edaran CCW Program Pabrik CNC Contoh Pemrograman Interpolasi Melingkar Pabrik CNC G02 G03 G90 G01 X0 Y0X30G03 X54 R12G01 X82G02 X108 R13G01 X123X80 Y45X40Y75G03 X35 Y80 R5G01 X20G03 X0 Y80 R10G01 Y0M3

Daftar lengkap Kode M bubut Hurco. Kode-M Mesin CNC digunakan untuk mengontrol fungsi mesin seperti rotasi spindel, pendingin mati, dll. Bubut Hurco CNC Kode Hurco Bubut M M00 – Penghentian Program M01 – Perhentian Opsional M02 – Akhir Program (tanpa mundur) M03 – Spindel Searah Jarum Jam M04 – P

Daftar lengkap kode alarm Yaskawa Yasnac J50. Kontrol cnc Yaskawa Yasnac J50M Kode Alarm Yasnac J50 0 MATIKAN 1 ZR BELUM SIAP (X) 2 ZR TIDAK SIAP (Y) 3 ZR TIDAK SIAP (Z) 4 ZR TIDAK SIAP (4) KESALAHAN 10 TAHUN 11 KESALAHAN TV 12 LIMPAH (128 CH) 13 KESALAHAN PROG (TANPA ALAMAT) 14 KESALAHAN PROG (
Contoh program penggilingan cnc yang sangat sederhana yang akan menunjukkan kepada masinis cnc penggunaan konsep pemrograman penggilingan Siemens Sinumerik.Program ini ditulis untuk pabrik cnc 4-sumbu, di mana C digunakan untuk meja putar.Tetapi a pabrik cnc sederhana juga dapat menjalankan program

Daftar lengkap kode alarm Yaskawa Yasnac 2000B. Kontrol CNC Yasnac 2000B Kode Alarm Yasnac 2000B 11 KENAIKAN SUHU BERLEBIHAN DALAM KONTROL 12 KESALAHAN PARITAS HORIZONTAL TAPE 14 KESALAHAN FORMAT 15 KESALAHAN DATA 16 KESALAHAN OFFSET 17 KESALAHAN PENYUSUNAN PARAMETER 21 PERJALANAN BERLEBIHAN 27 K

Daftar lengkap kode alarm Yaskawa Yasnac 2000G. Kontrol CNC Yasnac 2000G Kode Alarm Yasnac 2000G 11 KENAIKAN SUHU BERLEBIHAN DI PANEL 12 KESALAHAN PARITAS HORIZONTAL TAPE/MEMORY 13 KESALAHAN PARITAS VERTIKAL TAPE 14 KESALAHAN FORMAT 15 KESALAHAN DATA 16 KESALAHAN OFFSET 17 KESALAHAN PARAMETER 18
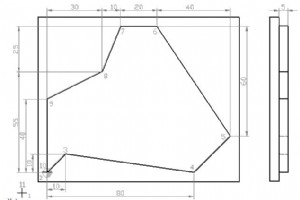
Kode contoh pemrograman Penggilingan CNC dengan gambar, yang menunjukkan bagaimana G41 Cutter Radius Compensation Left digunakan dalam program pabrik cnc. Program Penggilingan CNC (Kompensasi Radius Pemotong G41 Kiri) Program Penggilingan CNC dengan G41Cutter Radius Compensation Left N10 T2 M3 S44
Program Contoh Kompensasi Radius Pemotong menunjukkan bagaimana G41, G40 dapat digunakan dalam program penggilingan cnc. Kode Kompensasi Pemotong yang digunakan dalam program ini adalah, Kompensasi Radius Pemotong G41 Tersisa Pembatalan Kompensasi Radius Pemotong G40 Contoh Kompensasi Radius Pemo
Pusat permesinan vertikal adalah bagian penting dari bengkel mesin cnc, Jadi berikut adalah contoh pemrograman pusat permesinan vertikal untuk ahli mesin cnc yang baru mulai belajar pemrograman cnc. Contoh Pemrograman Pusat Pemesinan Vertikal Contoh Pemrograman Pusat Pemesinan Vertikal N10 T1N20 S
Hak Cipta:Rekayasa Spesifikasi Pemesinan Presisi CNC Dalam industri manufaktur, mesin CNC digunakan untuk pembuatan produk mulai dari implan bedah dan instrumen hingga suku cadang untuk pesawat terbang. Halaman:1 2 3 4 5 6
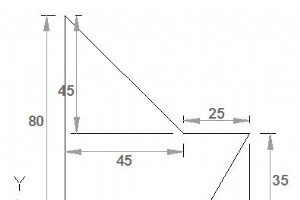
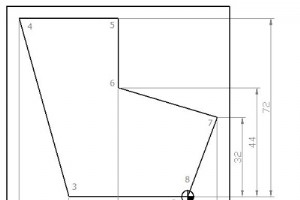
Latihan pemrograman pabrik CNC ini akan memberi Anda lebih banyak ide untuk memahami gambar dan cara menemukan koordinat yang tepat dari setiap titik gambar.Sepenuhnya didasarkan pada Sistem Dimensi Inkremental G91, sehingga pemrogram/ahli mesin cnc dapat mempelajari dan memahami cara kerja Pemrogra
Mesin CNC