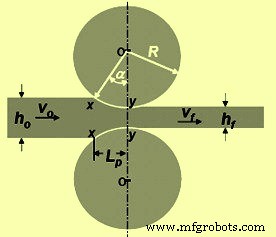
Gbr 1 Gaya-gaya dan hubungan geometris pada penggulungan bidang panas
Hanya pada satu titik di sepanjang permukaan kontak antara gulungan dan strip, dua gaya bekerja pada material. Ini adalah (i) gaya radial Pr, dan (ii) gaya gesekan tangensial F. Antara bidang masuk (x-x) dan titik netral strip bergerak lebih lambat dari permukaan gulungan, dan gaya gesekan tangensial, F, bekerja ke arah (Gbr 2) untuk menarik logam ke dalam gulungan. Di sisi keluar (y-y) dari titik netral, strip bergerak lebih cepat dari permukaan gulungan. Arah gaya gesekan kemudian dibalik dan berlawanan dengan pengiriman strip dari gulungan.
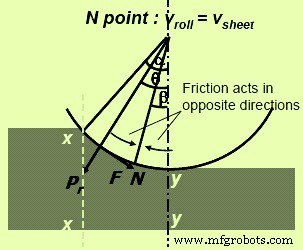 Gbr 2 Gaya yang bekerja selama menggelinding
Gbr 2 Gaya yang bekerja selama menggelinding
Pr adalah gaya radial, dengan komponen vertikal P (beban menggelinding – beban yang digunakan gulungan untuk menekan material). Tekanan gulungan spesifik, p, adalah beban menggelinding dibagi dengan luas kontak dan dapat diberikan oleh persamaan p =P/b*Lp, di mana b adalah lebar jalur dan Lp adalah proyeksi panjang busur kontak .
Distribusi tekanan gulungan (Gbr 3) sepanjang busur kontak menunjukkan bahwa tekanan naik ke maksimum pada titik netral dan kemudian turun. Distribusi tekanan tidak mencapai puncak yang tajam pada titik netral, yang menunjukkan bahwa titik netral sebenarnya bukanlah garis pada permukaan gulungan melainkan suatu daerah. Area di bawah kurva sebanding dengan beban rolling dan area di bawah naungan mewakili gaya yang diperlukan untuk mengatasi gaya gesekan antara gulungan dan strip. Area di bawah garis putus-putus AB menunjukkan gaya yang diperlukan untuk mengubah bentuk logam dalam kompresi homogen bidang.
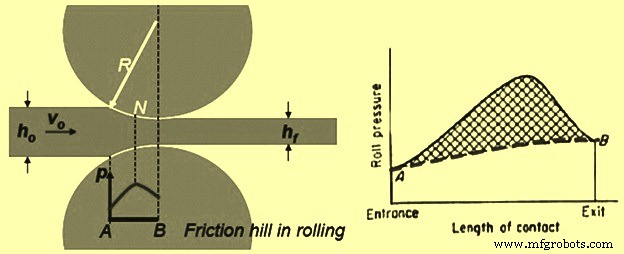
Gbr 3 Distribusi tekanan gulungan
Kondisi roll bite adalah kondisi yang menentukan bahan yang akan digulung masuk ke tenggorokan gulungan (Gbr 4). Agar hal ini terjadi, komponen gaya gesekan harus sama dengan atau lebih besar dari komponen horizontal gaya normal (Gbr 4). Yaitu F Cos a>/=Pr Sin a di mana 'a' adalah sudut gigitan dan Pr adalah gaya radial. Jadi F/Pr>/=Sin a / Cos a>/=Tan a. Karena F =u*Pr di mana F adalah gaya gesekan tangensial dan 'u' adalah koefisien gesekan. Jadi u =Tan a. Jika tan a> u, bahan tidak dapat ditarik melalui gulungan dan Jika u =0, penggulungan tidak dapat terjadi. Oleh karena itu keterlibatan bebas terjadi ketika u> tan a. Untuk meningkatkan nilai efektif u, misalnya dilakukan pengaliran gulungan sejajar dengan sumbu gulungan atau gulungan diameter besar digunakan untuk mengurangi tan a atau jika diameter gulungan tetap, ketebalan material yang akan digulung dikurangi.
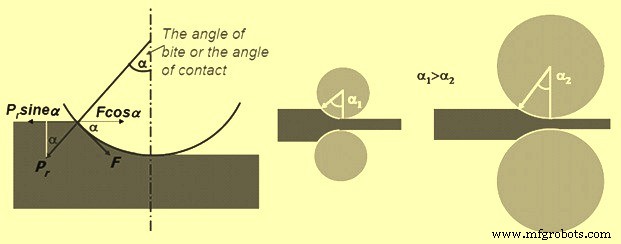
Gbr 4 Kondisi gigitan gulung
Dalam hal situasi tidak ada gesekan, beban gelinding (P) diberikan oleh tekanan gulungan (p) dikalikan luas kontak antara logam dan gulungan (b*Lp). (P=p*b*Lp) dimana tekanan gulungan (p) adalah tegangan luluh pada regangan bidang ketika tidak ada perubahan pada lebar (b) lembaran. Namun, dalam situasi praktis ada gesekan. Gaya gesek diperlukan untuk menarik material ke dalam gulungan dan bertanggung jawab atas sebagian besar beban rolling. Gesekan yang tinggi menghasilkan beban rolling yang tinggi, bukit gesekan yang curam dan kecenderungan besar untuk retak tepi. Gesekan bervariasi dari titik ke titik di sepanjang busur kontak gulungan. Namun, sangat sulit untuk mengukur variasi dalam u ini, semua teori menggelinding dipaksa untuk mengasumsikan koefisien gesekan yang konstan. Untuk penggulungan panas strip, u sekitar 0,2 hingga kondisi lengket.
Gaya gulungan meningkat dengan peningkatan radius gulungan atau peningkatan pengurangan ketebalan strip. Beban rolling meningkat dengan pengurangan ketebalan strip atau peningkatan diameter gulungan. Di bawah ketebalan minimum tertentu dari strip (di bawah penipisan kritis), beban rolling meningkat ke nilai yang sangat tinggi, karena resistensi strip meningkat ke nilai yang sangat tinggi. Akibatnya, strip tidak dapat digulung. Alih-alih, strip hanya didorong di antara gulungan, tanpa pengurangan ketebalan yang cukup besar. Untuk menggulung strip tipis, perlu menggunakan gulungan berdiameter lebih kecil, didukung oleh gulungan berdiameter besar. Karena panjang busur kontak berkurang dengan radius gulungan, koefisien gesekan meningkat, beban rolling juga meningkat.
Ketika gaya tinggi yang dihasilkan dalam penggulungan ditransmisikan ke bahan yang akan digulung melalui gulungan, ada dua jenis utama distorsi elastis. Ini adalah (i) gulungan cenderung menekuk sepanjang panjangnya karena bahan cenderung memisahkannya sementara mereka tertahan di ujungnya yang menyebabkan variasi ketebalan, (ii) gulungan menjadi rata di daerah di mana mereka bersentuhan dengan strip yang mengakibatkan peningkatan jari-jari kelengkungan yang menyebabkan gulungan menjadi rata.
Di bawah gaya guling yang tinggi, rol menjadi rata dan melengkung, dan seluruh gilingan terdistorsi secara elastis. Pegas gilingan menyebabkan ketebalan strip yang keluar dari gilingan giling lebih besar dari celah rol yang disetel dalam kondisi tanpa beban. Pengerolan ketebalan yang tepat membutuhkan konstanta elastis penggilingan. Kurva kalibrasi diperlukan. Konstanta elastis biasanya dalam kisaran 1 GNm-1 hingga 3 GNm-1 untuk rolling mill dengan beban ulir dan sekitar 4 GNm-1 untuk mill dengan beban hidrolik.
Karena gaya gulungan, gulungan mengalami defleksi dan membengkok sehingga menghasilkan ketebalan yang lebih besar di bagian tengah lembaran yang digulung dan tepinya menjadi lebih tipis. Cacat ini dikenal sebagai mahkota dan camber. Untuk menghindari hal ini, gulungan diberi sedikit lengkungan pada permukaannya dengan cara digerinda sehingga bagian tengah gulungan memiliki diameter yang lebih tinggi dari tepinya. Ini disebut cambering gulungan. Gulungan menggembung, ketika mengalami pembengkokan selama penggulungan menghasilkan strip datar. Untuk strip rolling, biasanya disediakan camber 0,5 mm pada diameter roll. Juga selama penggulungan panas, gulungan menjadi panas dan menonjol di tengah, menyebabkan kelengkungan gulungan. Hal ini disebabkan oleh variasi suhu antara tepi dan pusat gulungan. Roll camber harus divariasikan selama rolling untuk menjaga roll camber karena efek termal dan defleksi roll. Ini juga menghindari keausan gulungan yang tidak merata (gulungan lebih aus di bagian tepi daripada di tengah).
Roll camber dapat divariasikan dengan (i) menekuk work roll dengan menerapkan gaya eksternal, (ii) menggeser work roll ke lateral terhadap garis tengah strip, (iii) menggunakan shaped rolls (rol dengan profil), dan (iv) rotasi sumbu work roll terhadap sumbu back-up roll pada bidang horizontal (mengakibatkan defleksi ujung work roll, menghasilkan camber).
Perataan rol terjadi ketika terjadi peningkatan radius kelengkungan rol akibat tekanan rol yang menyebabkan deformasi elastis rol. Ini dikenal sebagai perataan gulungan. Perataan gulungan menyebabkan peningkatan panjang kontak dan karenanya meningkatkan gaya gulungan.
Telah dinyatakan sebelumnya bahwa beban rolling tergantung pada diameter roll. Semakin tinggi diameter gulungan maka semakin tinggi gaya gulungan. Demikian pula, pengurangan yang lebih kecil membutuhkan gaya gulungan yang lebih rendah. Untuk mengurangi gaya gulung, ada persyaratan untuk mengurangi diameter rol, atau mengurangi gesekan. Metode lain untuk mengurangi gaya guling adalah dengan menerapkan gaya tarik kecil pada strip. Penerapan gaya tarik secara longitudinal mengurangi kekuatan luluh tekan material dalam arah melintang. Hal ini terlihat dari kriteria hasil Tresca. Pada rolling, gaya tarik dalam arah memanjang diterapkan pada bagian masuk melalui feeder atau uncoiler dengan sistem pengereman. Ketegangan maju diterapkan di bagian keluar melalui coiler dengan mengontrol torsi di atasnya.
Torsi roll dapat diperkirakan dari gaya rolling. Torsi sama dengan gaya dikalikan dengan jari-jari di mana gaya bekerja. Torsi roll total terdiri dari torsi rolling ditambah torsi yang diperlukan untuk mengatasi gesekan pada bantalan rol ditambah torsi pada poros motor ditambah torsi untuk mengatasi gesekan pada sistem transmisi. Kekuatan gulungan diterapkan untuk mengubah bentuk material kerja, untuk mengatasi gesekan pada bagian yang berputar, dll.
Jika tegangan balik yang cukup tinggi diterapkan, titik netral bergerak menuju pintu keluar gulungan. Ini berarti bahwa gulungan bergerak lebih cepat daripada materi. Jika tegangan depan digunakan, maka titik netral bergerak menuju pintu masuk gulungan. Biasanya tegangan belakang hampir dua kali lebih efektif dalam mengurangi beban rolling dibandingkan tegangan depan.
Spread mengacu pada peningkatan lebar strip yang digulung dengan rasio lebar dan ketebalan rendah – strip dengan potongan persegi misalnya. Mengurangi gesekan, meningkatkan radius gulungan terhadap rasio ketebalan strip dan menggunakan strip yang lebih lebar dapat mengurangi penyebaran gulungan. Sepasang gulungan vertikal yang disebut gulungan edger dapat digunakan untuk mengurangi penyebaran.
Kontrol ketebalan strip dan penampang merupakan tantangan nyata di pabrik rolling strip panas. Untuk terus memantau ketebalan strip yang digulung, sensor sinar-x atau sinar gamma digunakan. Kontrol yang tepat dari pengukur strip yang digulung dapat dilakukan dengan menyesuaikan celah gulungan. Kontrol pengukur di pabrik rolling strip panas dicapai melalui pengukuran ketebalan strip menggunakan pengukur x-ray dan menyesuaikan ketegangan strip menggunakan sistem kontrol umpan balik.
Selama penggulungan strip panas, strip panas digulung untuk menangani panjangnya yang bertambah karena pengurangan ketebalan. Lebih lanjut, penting untuk mengurangi kerumitan dalam mengontrol strip dengan kecepatan berbeda karena ketebalan yang berbeda karena bagian yang lebih tipis bergerak lebih cepat selama penggulungannya di hot strip mill.
Cacat bergulir
Masalah kualitas permukaan strip canai panas termasuk dalam prioritas dasar proses produksi. Setiap ketidaksempurnaan bahan dapat menyebabkan cacat atau penurunan kualitas produk akhir. Kemungkinan sumber cacat permukaan untuk strip canai panas dapat berada pada langkah yang berbeda dalam proses manufaktur seperti (i) produksi dan pengecoran baja cair, (ii) pemanasan ulang pelat, dan (iii) penggulungan pelat panas. Di antara cacat permukaan yang paling bermasalah, inisiator cacat permukaan dibuat selama proses produksi dan pengecoran baja cair dan termasuk (i) inklusi, (ii) lubang sembur, (iii) keropeng, (iv) garis aluminium oksida, (v ) lubang, dan (vi) retak memanjang, melintang dan tepi. Kondisi pelat pemanas ulang di tungku pemanas ulang dan proses penggulungan panas mewakili penciptaan lebih lanjut dan evolusi cacat. Operasi teknologi pemanasan dan penggulungan juga dapat menyebabkan cacat permukaan tertentu seperti permukaan cangkang, retak termal, hangnails, sliver, sisik, pemerasan gulungan, goresan dan cacat lainnya. Akumulasi cacat pada material selama operasi teknologi menyebabkan penurunan sifat mekanik dan analisis fraktografi mengungkapkan mekanisme degradasi lain pada material.
Cacat dari cast slab sebelum rolling adalah sebagai berikut
- Beberapa cacat seperti porositas, rongga, lubang tiup terjadi pada pelat tuang yang tertutup selama proses penggulungan.
- Senar memanjang dari inklusi non-logam atau pita perlit terkait dengan praktik peleburan dan pemadatan. Dalam kasus yang parah, cacat ini dapat menyebabkan laminasi yang secara drastis mengurangi kekuatan pada arah ketebalan.
Cacat yang timbul selama penggulungan dijelaskan di bawah ini.
Ada dua aspek masalah bentuk strip. Ini adalah (i) ketebalan seragam di atas lebar dan ketebalan yang dapat dikontrol secara tepat dengan sistem kontrol pengukur modern, dan (ii) kerataan yang sulit diukur secara akurat.
Masalah bentuk paling besar ketika menggulung dalam strip tipis karena kesalahan fraksional dalam profil celah gulungan meningkat dengan penurunan ketebalan, menghasilkan tegangan internal yang lebih besar. Strip tipis juga kurang tahan terhadap tekuk. Masalah bentuk ringan dapat diperbaiki dengan meregangkan meratakan strip dalam ketegangan atau dengan menekuk melenturkan strip di roller-leveller.
Pegas gilingan adalah cacat di mana strip yang digulung lebih tebal dari ketebalan yang dibutuhkan karena gulungan dibelokkan oleh gaya guling yang tinggi. Deformasi elastis dari pabrik terjadi selama rolling. Pegas gilingan dapat dihindari, jika digunakan rol yang lebih kaku yang berarti material rol memiliki kekakuan tinggi atau konstanta elastik. Biasanya konstanta elastis untuk pabrik dapat berkisar dari 1 hingga 4 GNm-1.
Deformasi elastis gulungan dapat menghasilkan ketebalan strip yang tidak rata. Material roll harus memiliki modulus elastisitas yang tinggi untuk mengurangi deformasi roll. Untuk memproduksi strip pengukur yang sangat tipis, digunakan gulungan berdiameter kecil. Mereka didukung dengan gulungan yang lebih besar. Umumnya, ketebalan minimum strip gulung yang dicapai berbanding lurus dengan radius gulungan, gesekan, tegangan aliran.
Perataan gulungan meningkatkan tekanan gulungan dan akhirnya menyebabkan gulungan lebih mudah berubah bentuk daripada material yang digulung.
Kerataan strip yang digulung tergantung pada defleksi gulungan. Strip menjadi bergelombang saat terjadi defleksi gulungan.
Celah gulungan harus benar-benar sejajar untuk menghasilkan strip dengan ketebalan yang sama di kedua ujungnya. Kecepatan rolling sangat sensitif terhadap kerataan. Perbedaan pemanjangan satu bagian dalam 10.000 antara lokasi yang berbeda di strip dapat menyebabkan gelombang.
Jika gulungan dibelokkan secara elastis, strip yang digulung menjadi tipis di sepanjang tepinya, sedangkan di bagian tengah, ketebalannya lebih tinggi. Demikian pula, gulungan yang dibelokkan menghasilkan tepi yang lebih panjang daripada bagian tengahnya. Tepi strip memanjang lebih dari pusat. Karena kontinuitas strip dapat dikatakan, bahwa bagian tengah dikenai tegangan, sedangkan tepi mengalami kompresi. Hal ini menyebabkan bergelombang di sepanjang tepi. Di sepanjang bagian tengah, terjadi retakan pada ritsleting karena tegangan tarik yang tinggi di sana.
Cambering gulungan dapat mencegah cacat tersebut. Namun, satu camber bekerja hanya untuk gaya guling tertentu. Untuk mengoreksi defleksi gulungan untuk berbagai kondisi penggulungan, dongkrak hidrolik digunakan, yang mengontrol deformasi elastis gulungan sesuai dengan kebutuhan.
Jika gulungan memiliki kecembungan berlebih maka bagian tengah bahan strip memiliki pemanjangan lebih dari tepi. Hal ini menyebabkan cacat yang disebut gesper tengah.
Efek yang mungkin terjadi ketika menggelinding dengan camber yang tidak mencukupi termasuk bagian tengah yang lebih tebal yang berarti ujung-ujungnya secara plastis memanjang lebih dari bagian tengah, biasanya disebut tepi panjang. Ini menginduksi pola tegangan sisa kompresi di tepi dan ketegangan di sepanjang garis tengah. Hal ini dapat menyebabkan garis tengah retak, melengkung atau tepi berkerut atau efek kertas krep atau tepi bergelombang.
Kemungkinan efek ketika gulungan terlalu melengkung termasuk tepi yang lebih tebal daripada bagian tengah berarti bagian tengah memanjang secara plastis lebih dari tepi, menghasilkan penyebaran lateral. Pola tegangan sisa sekarang di bawah kompresi di garis tengah dan ketegangan di tepi. Hal ini dapat menyebabkan retak tepi, belahan tengah, dan kerutan garis tengah.
Strip ketebalan kecil lebih sensitif terhadap cacat celah gulungan yang mengarah ke cacat yang lebih besar. Strip tipis lebih cenderung mengalami gelombang atau tekuk. Cacat ini diperbaiki dengan melakukan roller leveling atau stretch leveling di bawah tekanan. Perataan peregangan dilakukan di antara gulungan penyamarataan roller.
Selama penggulungan strip memiliki kecenderungan untuk berubah bentuk ke arah lateral. Gesekan tinggi di tengah. Oleh karena itu, spread adalah yang paling sedikit di tengah. Hal ini menyebabkan pembulatan ujung strip. Tepi strip mengalami deformasi tarik. Hal ini menyebabkan retak tepi. Jika bagian tengah strip sangat tertahan dan mengalami tegangan tarik berlebih, perpecahan tengah dapat terjadi.
Deformasi material yang tidak homogen di seluruh ketebalan menyebabkan tegangan tarik sekunder yang tinggi di sepanjang tepi. Hal ini menyebabkan retak tepi. Tegangan tarik sekunder disebabkan oleh penonjolan permukaan bebas. Retak tepi dapat dihindari dengan menggunakan gulungan tepi.
Cacat tepi disebabkan oleh deformasi yang tidak homogen pada arah ketebalan. Jika hanya permukaan bahan yang digulung yang berubah bentuk (seperti pada pengurangan ringan pada pelat tebal), ujung-ujungnya cekung. Bahan yang menjorok tidak dikompresi pada langkah penggulungan berikutnya, menyebabkan area ini mengalami tegangan tarik dan menyebabkan retak tepi. Ini telah diamati pada kerusakan awal hot-rolling ketika h/Lp>
2. Dengan reduksi berat, bagian tengah cenderung mengembang lebih ke lateral daripada permukaan untuk menghasilkan tepi berlaras. Hal ini menyebabkan tegangan tarik sekunder oleh laras, yang rentan terhadap retak tepi.
Karena aliran material yang tidak homogen melintasi ketebalan strip, cacat lain terjadi. Cacat ini disebut allegatoring. Hal ini disebabkan oleh fakta bahwa permukaan mengalami deformasi tarik dan pusat deformasi tekan. Ini karena penyebaran material yang lebih besar terjadi di pusat. Alligatoring terjadi ketika penyebaran lateral lebih besar di tengah daripada permukaan (permukaan dalam tegangan, pusat dalam kompresi) dan dengan adanya kelemahan metalurgi di sepanjang garis tengah.
Cacat permukaan lebih mudah dalam penggulungan karena rasio permukaan terhadap volume yang tinggi. Grinding, chipping atau descaling cacat pada permukaan pelat cor biasanya harus dilakukan sebelum digulung. Putaran karena kesalahan penempatan gulungan dapat menyebabkan bentuk yang tidak diinginkan. Serpihan atau retakan pendinginan di sepanjang tepi mengakibatkan penurunan daktilitas pada pengerolan panas pelat berbutir ekstra kasar. Goresan dapat disebabkan oleh perkakas dan penanganan. Variasi ketebalan disebabkan oleh defleksi gulungan atau karena kecepatan rolling.


