Cara Mengurangi Obrolan &Getaran Di Mesin CNC
Obrolan adalah masalah yang harus dihadapi setiap operator mesin CNC dari waktu ke waktu. Getaran pemesinan adalah masalah umum dalam manufaktur CNC. Penggilingan, pembubutan atau pengeboran semuanya akan menyebabkan bagian-bagian tersebut menderita siksaan ini. Ini mempengaruhi kualitas dan efisiensi pemrosesan, akan menyebabkan bagian akhir menurun, dan akan merusak dan secara signifikan memperpendek umur pabrik akhir. Cara mengurangi chatter pada permesinan CNC adalah konten utama yang akan kita bahas selanjutnya.
 Apa itu Obrolan Pemesinan?
Apa itu Obrolan Pemesinan?
Getaran pemesinan, juga dikenal sebagai obrolan, mengacu pada fenomena getaran yang tidak diinginkan yang dihasilkan selama operasi pemotongan dalam proses pemesinan seperti penggilingan CNC, pembubutan, dan pengeboran, yang menghasilkan fluktuasi pada permukaan bagian yang diproses. Hal ini terjadi ketika benda kerja dan pahat pemotong bergetar pada frekuensi yang berbeda, dan dapat dipicu oleh banyak kondisi proses:pemegang pahat, pahat pemotong, perlengkapan suku cadang, dan kondisi mesin.
Getaran ini mungkin tidak beresonansi, misalnya saat menggunakan alat yang tidak rata. Getaran non-resonansi biasanya konstan sepanjang siklus pemesinan dan biasanya memiliki penyebab mekanis yang mudah didiagnosis.
Saat Anda menggabungkan perkakas, penjepitan benda kerja, strategi pemesinan, dan pengaturan mesin dengan benar untuk menghasilkan getaran yang sama atau mendekati frekuensi alami mesin, Anda akan menemukan getaran yang disebabkan oleh resonansi. Jenis obrolan ini hanya dapat terjadi pada titik-titik tertentu di jalur alat, seperti di sudut cekung.
Jenis Obrolan di Obrolan Alat-Pemesinan dan Obrolan Benda Kerja
Ada dua jenis obrolan yang harus diperhatikan:obrolan alat dan obrolan benda kerja. Dengan Tool Chatter, mesin dan perkakas Anda mulai bergetar, yang kemudian ditransmisikan ke benda kerja.
Dengan obrolan benda kerja, dinding benda kerja akan bergetar. Yang terakhir biasanya hanya terjadi ketika berhadapan dengan dinding tipis, tetapi dapat menyebabkan lebih banyak atau lebih banyak masalah daripada Tool Chatter. Dalam artikel ini, kita akan fokus pada "obrolan alat", tetapi Anda dapat mencoba menggunakan teknik yang sama untuk mengurangi "obrolan benda kerja".
Mengapa Perlu Mengurangi Obrolan?
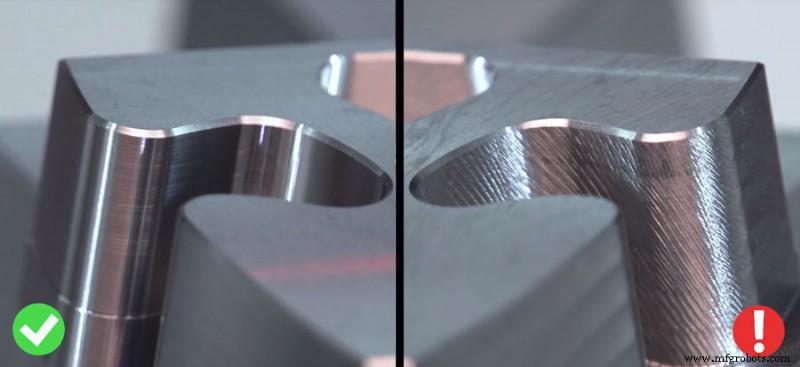
Obrolan selama pemesinan dapat menyebabkan penyelesaian permukaan di bawah standar dan memperpendek umur pahat. Tanda getaran akan terlihat pada permukaan yang diproses, biasanya menunjukkan pola bergelombang atau tanda biasa. Getaran konstan dapat menyebabkan keausan alat yang tidak merata dan bahkan kerusakan.
Getaran peralatan mesin CNC biasanya dapat didengar. Mekanik yang berpengalaman akan dapat mengenali ketika chatter terjadi melalui suaranya yang unik.

Biasanya 100μm digunakan sebagai kriteria untuk menilai apakah getarannya sesuai. Jika amplitudo getaran pemotongan melebihi 100μm, dapat menyebabkan pahat atau benda kerja kendor, dan penggilingan tidak dapat dilanjutkan. Ketika getaran kurang dari 100μm, meskipun pemesinan dapat dilakukan, akan ada goresan getaran yang jelas pada permukaan bagian, yang tidak diperbolehkan pada permukaan produk jadi. Oleh karena itu, getaran pemesinan harus dibatasi dalam kisaran yang wajar.
Bagaimana Cara Mengurangi Obrolan di Mesin CNC?
1. Tentukan Jalur Alat yang Benar
Ini adalah langkah yang sangat penting dalam pemotongan. Menurut instruksi, penggilingan dapat dibagi menjadi penggilingan ke bawah dan penggilingan ke atas. Jika arah gaya penggilingan konsisten dengan arah penjepitan benda kerja, getaran bagian yang bengkok dapat dihilangkan. Mesin penggilingan CNC yang dilengkapi dengan bola atau sekrup bola, dan pusat pemesinan vertikal sangat membantu dalam menghilangkan getaran obrolan selama penggilingan CNC.
Saat menggunakan jalur pahat konvensional pada mesin penggilingan CNC, tingkat keterlibatan pahat akan bervariasi. Hal ini dapat menyebabkan gaya yang berlebihan diterapkan pada pemotong pada titik-titik tertentu di jalur pahat, yang dapat menyebabkan obrolan. Menggunakan jalur alat meshing yang konstan atau mengurangi kedalaman pemotongan dapat membantu meringankan situasi ini.
2. Potong dengan Benar
Ketika mesin penggilingan CNC menggunakan penggilingan akhir yang panjang dan tipis untuk menggiling rongga yang dalam, biasanya menggunakan penggilingan terjun, di mana pemotong penggilingan memberi makan secara aksial seperti bor. Saat menggiling rongga yang dalam, overhang batang panjang biasanya lebih dari 3 kali diameter batang pahat. Hanya ketika getaran pemotongan tidak serius, penyesuaian parameter pemotongan mungkin efektif. Metode penyetelan konvensional:kurangi kecepatan pahat atau benda kerja, kurangi kedalaman potong dan tambah jumlah potong per putaran. Selain itu, bilah dengan sudut maju dan mundur yang besar digunakan dengan pemutus chip yang ringan. Sudut baji pemotongan sisipan adalah yang terkecil dalam penggilingan.

3. Pilih Yang Tepat Pemotong Alat ing
Perkakas pemotong dapat sangat memengaruhi obrolan. Pertimbangan termasuk substrat, geometri, pelapisan dan rasio aspek yang benar. Pemrogram biasanya cenderung menggunakan alat terbesar yang dapat ditampung, tetapi ini mungkin bukan ukuran alat yang ideal. Alat yang panjang dan tipis lebih cenderung bergetar (dan membelok) daripada alat yang pendek dan gemuk. Oleh karena itu, pilihlah alat dengan diameter terbesar. Minimalkan jumlah pahat yang menonjol dari dudukan pahat, dan pastikan pahat terpasang erat dengan akurasi runout yang kuat. Menggabungkan beberapa alat dengan bentuk alur yang bervariasi adalah cara yang efektif untuk mengurangi getaran.
Selain itu, penggunaan pisau tajam akan mengurangi gaya potong mesin penggilingan CNC, dan pemeliharaan stabilitas pahat dan lingkungan pemrosesan yang tepat waktu merupakan kondisi pemrosesan yang tidak dapat diabaikan.
Penting juga untuk terus menerapkan tekanan pahat atau beban chip yang benar. Pada mesin penggilingan CNC, seruling chip yang berlebihan dapat menyebabkan suara berceloteh. Lebih sedikit seruling chip dan pabrik ujung pitch variabel dapat digunakan untuk membantu mengurangi getaran resonansi yang disebabkan oleh beban chip.
4. Pemegang Alat yang Benar:
Pemegang pahat biasa (pengunci samping, pencekam sudut ganda, dan pencekam ER standar) tidak dapat memberikan presisi atau kekakuan yang diperlukan untuk pemesinan kinerja tinggi. Pilihan yang lebih baik adalah pemegang alat yang menggabungkan permukaan ujung dan kontak lancip untuk memberikan presisi tinggi dan kekakuan tinggi. Jenis penahan ini bekerja dengan permukaan tanah yang presisi dari spindel saat bersentuhan dengan lancip, yang memberikan kekakuan tambahan yang diperlukan dan juga berkontribusi pada redaman. Keseimbangan semua alat harus dievaluasi, dan kualitas permukaan dapat ditingkatkan bahkan pada RPM yang lebih rendah.
5. Pekerjaan yang Benar memegang :
Jika bagian tersebut tidak diamankan dengan benar, bagian itu sendiri dapat bergetar dan menyebabkan getaran. Periksa apakah chuck, ragum, meja vakum, atau perangkat penahan benda kerja lainnya memberikan tekanan yang cukup ke benda kerja. Coba gunakan perlengkapan kerja dengan ukuran yang tepat untuk menerapkan tekanan penjepitan ke bagian tersebut secara merata.
Hindari menjepit hanya satu ujung bahan tipis yang panjang. Jika ini mungkin menjadi masalah, pertimbangkan untuk menggunakan perlengkapan benda kerja yang lebih besar atau perlengkapan lainnya di pabrik. Pertimbangkan untuk menggunakan tailstock atau rangka penyangga yang stabil pada mesin bubut.
Saat menggunakan bagian berdinding tipis, getaran bagian penyerap goncangan bisa sangat menantang. Salah satu cara untuk mengatasi masalah obrolan jenis ini adalah dengan menggunakan bahan pengisi untuk meningkatkan kekakuan bagian.
6. Pengaturan dan Perawatan Mesin:
Mesin CNC harus ditempatkan di atas lantai beton yang kokoh tanpa jahitan, retak atau diskontinuitas lainnya. Lantai yang longgar, lunak, elastis atau rusak akan memperparah jitter mesin CNC. Jangkar yang dipasang dengan benar atau kaki yang disesuaikan dengan benar juga merupakan persyaratan dasar untuk mengurangi jitter.
Jika Anda ingin mempertahankan kualitas permukaan yang baik dan toleransi yang ketat pada mesin yang tidak dirawat dengan baik, Anda perlu mengatasi masalah mekanis selain yang tercantum di sini. Jaga agar peralatan tetap dirawat secara teratur untuk memastikan kinerja yang optimal.


